它具有施工简便、快捷、抗冲击、耐冲刷、耐高温、抗热震性及整体性好、易于修补等特点,且价格低廉,运输方便。
耐磨料可分为:混凝土耐磨料,高强耐磨料 ,特种砂浆耐磨料,地坪耐磨料等
应用范围:在电力行业、冶金行业、煤化行业等工业建筑领域的矿槽,冲渣沟、下料斗等有耐磨要求的混凝土构筑物中的耐磨层。
耐磨料产品特性
高强度、耐磨耐冲击,耐油渗、耐碱,耐高温、(温度小于500℃),粘结性强,不离层,不含对人体有害的物资,施工简单、快捷、现场加水可用,无毒、无味。
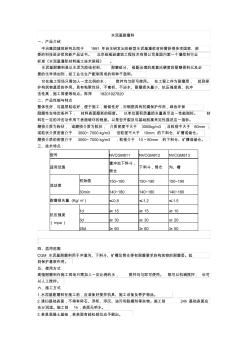
性能指标要求:
跳桌流动度(mm) 初始流动度 150~190
抗压强度(Mpa) 1d ≥15 3d ≥30 28d ≥60
材料容重(kg/ m) 2200
使用厚度(mm) 30~50
可施工时间(mm) 45
可施工温度(℃) -15~40
施工设备及工具:强制式混凝土搅拌机或自落式混凝土搅拌机,震动棒或平板震动器。
耐磨料施工准备
1、混凝土基层处理:
① 清理基础表面,不得有碎石、浮浆、浮灰和脱模剂等杂物。基础表面如有疏松部位应予剔除。
② 对于垂直或斜度较大的混凝土基础,应布置梅花钉用Φ6~8mm钢筋,长度为30mm,形状为Y型,梅花钉间距250mm。
③ 施工前2小时应充分湿润基础表面。
2、钢基层处理:
①钢板表面除锈,清除油污等杂物;
②布置梅花钉(形式同上)。
3、搅拌机应尽量靠近施工位置,以利施工的连续进行。搅拌用水应为清洁水,严禁使用污水、废水、和含有杂质的水。
搅拌:
1、将耐磨料倒入搅拌机内,然后开动搅拌机,干混1分钟。
2、将称量好的水(用水量约为13%)倒入搅拌机内,再搅拌2~3分钟。采用自落式搅拌机时应适当延长搅拌时间。出罐坍落度应控制在3±1cm之间。
耐磨料施工
1、施工开始前,应除去基础表面的残余水分,用毛刷将配好的混凝土界面处理剂均匀涂刷在混凝土基础表面,然后趁其未干立即进行浇注施工。
2、将耐磨料倒入模板内,然后采用震动器振捣,振捣时间应以高性能耐磨料表面泛浆为准。如施工层厚度较薄,不宜使用震动棒时,也可采用抹灰式施工,施工中应注意拍打压实,直至表面泛浆。然后进行压光处理,以保证施工后的平整、表面无浮浆。
3、从耐磨料加水搅拌到震动成型完毕应控制在1小时内为宜。
养护 :
养护措施应符合《钢筋混凝土工程施工及验收规范》中的有关规定。