磨砂料
磨砂料是在塑胶粉料或粒子中加入磨砂粉而成;磨砂粉经混合均匀挤出/拉条/注塑,抽粒制成磨砂料或磨砂母料,磨砂料又包括了雾面(蒙面)磨砂料,光扩散磨砂料,表面有磨砂手感的磨砂料,磨砂料又称磨砂母料/磨砂胶料/磨砂塑料,主要是指用来挤出或注塑后产生的磨砂效果的塑胶材料。
-

选择特殊符号
选择搜索类型
请输入搜索
磨砂料是在塑胶粉料或粒子中加入磨砂粉而成;磨砂粉经混合均匀挤出/拉条/注塑,抽粒制成磨砂料或磨砂母料,磨砂料又包括了雾面(蒙面)磨砂料,光扩散磨砂料,表面有磨砂手感的磨砂料,磨砂料又称磨砂母料/磨砂胶料/磨砂塑料,主要是指用来挤出或注塑后产生的磨砂效果的塑胶材料。
磨砂粉的材质均由CROSS-1NKCDMMA环保原料合成,耐温性优、粒度均匀、圆形粒径、易于分散、相溶性好、储存稳定。经SGS、ROHS检测不含卤素、重金属、挥发性VOC等物质,符合欧盟最新环保指令。
密封置于阴凉干燥处,末用完时应密封好,防止回潮,避免阳光直射, 品质可保存36个月。
PC光扩散磨砂料
雾面磨砂料主要是产生雾面或蒙面的效果,达到雾面透光不透明。在普通PC(聚碳酸脂)材料中磨砂粉,经挤出或注塑后雾面效果十分突出,漫反射性好,透光不透明,光透量高达88-90%;可用于LED灯管、PC磨砂灯罩、PC光扩散灯罩、PC雾面磨砂灯罩、PC雾面磨砂板、PC磨砂光扩散板等等。
雾面磨砂料
磨砂粉按1-3%加入到PMMA(亚克力)材料中经挤出,光扩散效果好,透光率高达88-92%,具有成本较低,性价比高等优点。广泛应用在LED节能灯罩、磨砂灯罩、亚克力雾面(蒙面)灯罩、亚克力PMMA磨砂板、PMMA光扩散板,也可用于PS、ABS、PVC、TPR、TPU等磨砂料中。LE-060磨砂粉还可以用在EVA流延膜中,达到非常理想的磨砂效果和光扩散效果。Le060磨砂粉还应用在TPR和TPU鞋材料中,挤出或注塑后能达到非常优异的雾面磨砂效果。Le060磨砂添加在环氧树脂胶中,用来制作LED发光二极管的封固胶,使LED不发出耀眼的强光,而是柔和的光线。加量少,节省成本。
表面磨砂料
表面磨砂料是指在普通的塑胶材料中加入少量的表面磨砂粉配制而成。经过特殊表面处理,通过挤出时压力能均匀分布到表面,添加到PC、PS、PVC、TPE、TPU、EVA、ABS、PET、TPR等材料,可在表面形成非常均匀爽滑突出的磨砂手感。He-040磨砂粉圆形粒径稍大些,形成的手感更为明显,磨砂感更强。He-025磨砂粉粒径稍细些,形成的手感比较细滑,磨砂感更为细腻。二者还可掺合使用,产生粗中有细,细中有粗的磨砂感;可呈现出不同的磨砂手感风格。
皮革磨砂料
皮革表面磨砂粉应用在湿式发泡皮革中,可达到非常柔和的丝滑般的磨砂手感,可替代稳定性差的羊巴粉发泡,在聚氨酯中的储存性极为稳定,能承受在压纹时300℃高温无变化,由于经过表面特殊处理,与聚氨酯PU间的临界状结合力表现优秀,在高压清污的过程中也很少出现掉粉现象,A-80、A-60、A-45环保磨砂粉性质呈惰性,耐酸耐碱抗紫外线,因此磨砂粉本身并不参与PU聚氨酯二液型的固化反应,且耐强溶剂和耐水性好,在皮革压膜成型后,具有永久性的爽滑磨砂手感和抗刮伤效果。由于添加量少,降低了生产成本,因而在湿式发泡皮革领域应用极具发展前景。
TPE/TPU/PVC线材磨砂料
磨砂粉材料已大量应用于TPE、TPU、PVC、磨砂线、磨砂数据线、磨砂耳机线、苹果磨砂线材中。由于能承受高剪切力和高压力,非常适合用于双螺杆挤出制成磨砂母粒(磨砂母料)。He040、He025磨砂粉料应在TPR和TPU鞋材料中,经挤出或注塑后能达到非常优异的表面磨砂效果。体现出舒适爽滑的磨砂手感和哑光效果,提高了产品的档次质感和抗刮耐磨性。
磨砂塑料板的价格是10元左右,具有耐化学侵蚀,具光泽,部份透明或半透明,大部分为良好绝缘体,重量轻且坚固,加工容易可大量生产,价格便宜,用途广泛、效用多、容易着色、部分耐高温,存放货物可以起到防潮的效...
磨砂塑料板价格挺贵的,磨砂板的表面是像绸缎般的表面丝状的纹理效果,而且表面是亚光的 , 形成不规则的横向短丝状,表面丝状纹路比拉丝板要短很多,现在用磨砂...
25kg/桶

 砂料
砂料
砂料
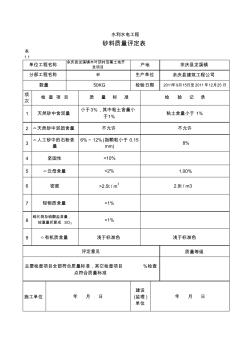
表 1.1 余庆县龙溪镇 余庆县建筑工程公司 2011年9月15日至 2011 年12月25 日 项 次 1 2 3 4 5 6 7 8 9 质量等级 水利水电工程 砂料质量评定表 单位工程名称 分部工程名称 数量 产地 生产单位 检验日期 余庆县龙溪镇木叶顶村宝寨土地开 发项目 砂 50KG 检 查 项 目 质 量 标 准 检 验 记 录 天然砂中含泥量 小于3%,其中粘土含量小 于1% 粘土含量小于 1% 密度 轻物质含量 硫化物及硫酸盐含量, 按重量折算成 SO3 △有机质含量 △天然砂中泥团含量 △人工砂中的石粉含 量 坚固性 △云母含量 >2.5t / m3 <1% <1% 浅于标准色 不允许 6%~12%(指颗粒小于 0.15 mm) <10% <2% 2.8t / m3 浅于标准色 不允许 8% 1.00% 评定意见 主要检查项目全部符合质量标准,其它检查项目 %检查 点符合
目前的磨砂铝型材(又称磨砂料)多是以NaOH(质量分数40%-60%)为基液,添加Na3PO4、NaF、NH4HF2及葡萄酸盐、庾酸盐、糊精及阿拉伯树胶等物质,其配方各不相同,效果也不一样。
6063合金成份有一个很宽的范围,具体成份除了要考虑机械性能、加工性能外,还要考虑表面处理性能,即型材如何进行表面处理和要得到什么样的表面。例如,要生产磨砂料,Mg/Si应小一些为好,一般选择在Mg/Si=1-1.3范围,这是因为有较多相对过剩的Si,有利于型材得到砂状表面;若生产光亮材、着色材和电泳涂漆材,Mg/Si在1.5-1.7范围为好,这是因为有较少过剩硅,型材抗蚀性好,容易得到光亮的表面。
6063铝合金的熔炼温度控制在750-760℃之间为佳,过低会增大夹渣的产生,过高会增大吸氢、氧化、氮化烧损。研究表明,铝液中氢气的溶解度在760℃以上急剧上升,当热减少吸氢的途径还有许多,如烘干溶炼炉和熔炼工具,防止使用熔剂受潮变质等。但熔炼温度是最敏感因素之一,过离的熔炼温度不但浪费能源,增加成本,而且是造成气孔,晶粒粗大,羽毛晶等缺陷的直接成因。

