模铸解释文献


 住房投资模型的经济学解释
住房投资模型的经济学解释
住房投资模型的经济学解释
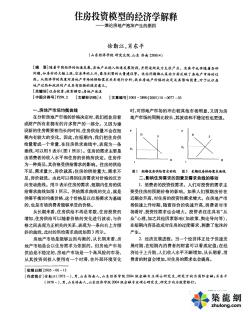
住房投资模型的经济学解释——随着中国经济的快速发,房地产业进入快速发展阶段,并将逐渐成为支柱产业。这其中也伴随着各种问题,如房价的大幅上涨,空房率的上升,豪华别墅的大量建设等。
选择特殊符号
选择搜索类型
请输入搜索
用模子铸造;比喻陶冶,造就。
孙中山《行易知难》第三章:“且中国人之心性理想,无非古人所模铸。”
宁国东方碾磨,高铬钢球、中铬钢球和低铬钢球属于铸造钢球,首先是含铬量不同,其次是物理性能不同,高铬钢球硬度(HRC)、冲击值较高,中铬钢球和低铬钢球较低。
最主要的是含铬量不同,高铬一般cr大于10%,中铬5%,低铬1-3%。生产工艺中尤其是热处理工艺不同,高铬最好油淬火,中铬风淬,低铬自然冷却。
熔模铸造最大的最好不超过25Kg,再大点的铸造问题会更严重,熔模铸造表面质量和尺寸比较稳定,好控制。砂铸表面质量不好,尺寸范围较大,适合做更大型的产品!
住房投资模型的经济学解释
住房投资模型的经济学解释
住房投资模型的经济学解释——随着中国经济的快速发,房地产业进入快速发展阶段,并将逐渐成为支柱产业。这其中也伴随着各种问题,如房价的大幅上涨,空房率的上升,豪华别墅的大量建设等。
日本东京大学宣布,该校科研人员发现利用加工树脂和塑料的喷射模铸机,在一定温度条件下,可制造出有望与真正骨骼更易融合的人造骨。
制作人造骨骼的常用方法是用800摄氏度以上高温将作为骨骼主要成分的磷酸钙烧结为块状或颗粒状,供医生进一步塑形、移植使用。但由于是高温烧结,移植后的这种人造骨不易与原有骨骼融合在一起。
在研究解决上述问题时,东京大学研究生院工学系研究科教授郑雄一和同事发现,如果将磷酸钙加热到100至200摄氏度,使其具有流动性,然后利用喷射模铸机浇注到金属模具中,就能批量制作人造骨骼。郑雄一表示,从理论上讲,这种在相对较低温度条件下制成的人造骨,更易与患者的骨骼残端相互融合,但这一推断还有待临床试验加以检验。
按计划,郑雄一的研究小组将在2014年针对这种人造骨的移植效果开展临床试验。如进展顺利,该研究成果有望在2至3年后进入实用阶段。
造成欠铸的原因有:
1)填充条件不良,欠铸部位呈不规则的冷凝金属
当压力不足、不够、流动前沿的金属凝固过早,造成转角、深凹、薄壁(甚至薄于平均壁厚)、柱形孔壁等部位产生欠铸。
模具温度过低
合金浇入温度过低
内浇口位置不好,形成大的流动阻力
2)气体阻碍,欠铸部位表面光滑,但形状不规则
难以开设排溢系统的部位,气体积聚
熔融金属的流动时,湍流剧烈,包卷气体
3)模具型腔有残留物
涂料的用量或喷涂方法不当,造成局部的涂料沉积
成型零件的镶拼缝隙过大,或滑动配合间隙过大,填充时窜入金属,铸件脱出后,并未能被完全带出而呈现片状夹在缝隙上。当之种片状的金属(金属片,其厚度即为缝隙的大小)又凸于周围型面较多,便在合模的情况下将凸出的高度变成适为铸件的壁厚,使以后的铸件在该处产生穿透(对壁厚来说)的沟槽。这种穿透的沟槽即成为欠铸的一种特殊形式。这种欠铸现象多在由镶拼组成的深腔的情况下出现。
浇料不足(包括余料节过薄)。
立式压铸机上,压射时,下冲头下移让开喷嘴孔口不够,造成一系列的填充条件不良。
电铸的金属通常有铜、镍和铁3种,有时也用金、银、铂镍-钴、钴-钨等合金,但以镍的电铸应用最广。电铸层厚度一般为0.02~6毫米,也有厚达25毫米的。电铸件与原模的尺寸误差仅几微米。