耐磨焊丝文献

 耐磨抗裂堆焊药芯焊丝的研究
耐磨抗裂堆焊药芯焊丝的研究
耐磨抗裂堆焊药芯焊丝的研究
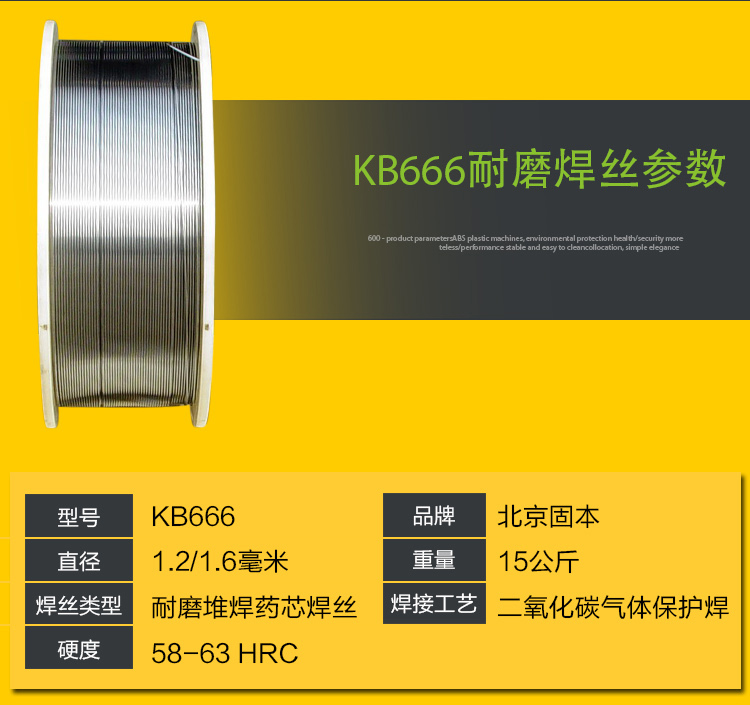
研制了一种新型耐磨堆焊金属粉芯药芯焊丝,访焊丝既有高硬度高耐磨性同时又有良好抗裂性。通过试验分析了焊丝的耐磨性、硬度和抗裂性等。本焊丝大大提高了堆焊质量。
高铬铸铁耐磨堆焊埋弧药芯焊丝研究
高铬铸铁耐磨堆焊埋弧药芯焊丝研究
采用自动埋弧堆焊对高铬铸铁埋弧药芯焊丝堆焊合金的组织及耐磨性进行试验,研究Cr/C对堆焊层的组织和耐磨性的影响。研究发现,Cr/C增加,初生碳化物形状越来越规则,初生碳化物的杆状纤维增长,增加堆焊层的韧性。初生碳化物微区Cr含量增加,增加初生碳化物显微硬度。Cr/C与初生碳化物面积分数对耐磨性的影响比较明显,其中初生碳化物面积分数与耐磨性呈线性关系。高铬铸铁堆焊层的耐磨性受到基体组织影响较大,由奥氏体及其分解产物构成的混合基体的堆焊层耐磨性最大。文中所研究的41#、43#、45#焊丝其堆焊层的耐磨性非常好,相对Q235钢的耐磨性分别为β41=27.1716、β43=18.6305和β45=19.7949。文中进一步探讨了耐磨堆焊层磨损过程中的孔洞效应及裂纹扩张效应。