逆变IGBT保护焊控制线路板
- 采用IGBT软开关逆变技术,工频三相380V电源输入整流、滤波后通过IGBT逆变为中频交流,经中频变压器降压、整流、滤波后输出适合于焊接的直流电,然后接入送丝机、焊枪输出。通过灵敏的反馈电路来控制焊机的动态响应速度;控制电路对整机进行闭环控制,使焊接电源有抗电网波动能力,焊接性能优异;通过逆变减小了焊机的体积和重量,提高焊接性能,此IGBT二氧化碳气体保护焊主控制板、驱动板详细说明和性能见济光电子网页。
-

选择特殊符号
选择搜索类型
请输入搜索
类别
一、逆变式CO2气体保护焊控制板类别
1、NB-350
2、NB-500
3、NB-630
4、NB-600KH
一、逆变式CO2气体保护焊控制板原理图
二、逆变式CO2气体保护焊控制板软开关原理
软开关在全桥逆变的基础上设置超前臂、滞后臂,由吸收电路、谐振隔直电容、谐振电感、主变压器、换向电感、检流板、驱动电路构成软开关电路,电路和驱动波形。
一、逆变式CO2气体保护焊控制板类别
1、NB-350
2、NB-500
3、NB-630
4、NB-600KH
一、逆变式CO2气体保护焊控制板原理图
二、逆变式CO2气体保护焊控制板软开关原理
软开关在全桥逆变的基础上设置超前臂、滞后臂,由吸收电路、谐振隔直电容、谐振电感、主变压器、换向电感、检流板、驱动电路构成软开关电路,电路和驱动波形。

我修过这种机器,不知道你是换上去就炸还是工作一会后炸,我上次修是原来的炸了,后来换上去后我把驱动以后的全检查过才通电试机的,换了以后还没有出现过再炸,IGBT栅极有保护二极管,就是那个小板上,一般IG...
“逆变”与“整流”是两个相反的概念。整流是把交流电变换为直流电的过程,而逆变则是把直流电改变为交流电的过程,采用逆变技术的弧焊电源称为“逆变焊机”。逆变焊割设备的工作过程,是将三相或单相50hz工频交...
电路板焊接有两种,机器焊接、手工焊接,机器焊接就不谈了,手工焊接需要烙铁,烙铁功率的大小要根据焊接的元器件的大小而定,一般25℃的环境下,选用30W的小烙铁就可以焊接一般的电阻、电容等原件,如焊带较大...

 采用IGBT的串联谐振式逆变氩弧焊机主电路设计
采用IGBT的串联谐振式逆变氩弧焊机主电路设计
采用IGBT的串联谐振式逆变氩弧焊机主电路设计
采用IGBT的串联谐振式逆变氩弧焊机主电路设计——本文介绍了目前国内外先进的串联谐振式逆变氩弧焊机主电路的拓扑结构,并对其各个环节(输入输出滤波、IGBT逆变电路、高频变压器、高频整流电路等)的设计及器件选择作了详细的阐述。
 采用IGBT的串联谐振式逆变氩弧焊机主电路设计
采用IGBT的串联谐振式逆变氩弧焊机主电路设计
采用IGBT的串联谐振式逆变氩弧焊机主电路设计
本文介绍了目前国内外先进的串联谐振式逆变氩弧焊机主电路的 拓扑结构,并对其各个环节(输入输出滤波、IGBT逆变电路、高频变压器、高频整流电路等)的设计及器件选择作了详细的阐述。
提示:
1、前言
IGBT (Insulated GateBipolar Transistor)全称为绝缘栅双极晶体管,作为逆变焊机中高频逆变的主要开关器件,其性能的优劣将直接影响焊机整体表现。随着国内工艺水平和设计能力的提升,国产IGBT开始进入焊机领域。中科君芯IGBT芯片技术历经穿通型(PT)IGBT与非穿通(NPT)型IGBT,过渡到目前国际最新的沟槽栅场截止型技术FS-IGBT(图1)。针对焊机产品的1200V系列正是采用了这一最新技术。
相对于PT和NPT,FS技术的特点为正面采用沟槽栅结构可进一步减小正向导通时饱和压降值VCE(sat),同时背面采用场截止技术进一步优化器件的开关性能,在提高性能同时可使芯片做的更薄,这种结构特性对高压器件来说是至关重要的。

焊机领域开关频率一般≥20kHz,为适应这一频率要求,特别针对开关特性和饱和压降进行折中优化,保证在降低开关损耗的前提下导通压降值不能有显著增加。
因变压器漏感及引线寄生电感的存在,当IGBT关断时,di/dt在杂散电感上形成电压尖峰,针对这一特点,在设计IGBT耐压时进行优化处理(标称1200V器件的实际耐压值达到1400V左右)。
另外焊机中和IGBT反并联的FRD及外置吸收电容的存在,使得IGBT在开通时产生很大的du/dt,导致IGBT开通时流过IGBT的电流会出现较大的峰值。在设计IGBT时特别针对IGBT的集电极重复峰值电流ICRM进行特殊处理,从而使峰值电流在额定值的4倍条件下进行安全工作,并考核在不同脉冲宽度下该器件承受峰值电流的能力。
本文通过对中科君芯1200V FS-IGBT和国外主流器件在逆变电焊机上进行对比测试,分析探讨NPT与FS技术IGBT在实际应用中的优劣与差异。
2、实验平台
国内某品牌220V/380V双电压输入电焊机,型号为ZX7-250ML,全桥电路拓扑,单台机器IGBT用量为4pcs, 25A1200V单管IGBT,机器初始设计用国际F品牌 NPT-IGBT单管,测试时用国际I品牌FS-IGBT和君芯FS-IGBT单管器件直接替换测试,未调整驱动电路。工作时IGBT开关频率为26kHz。
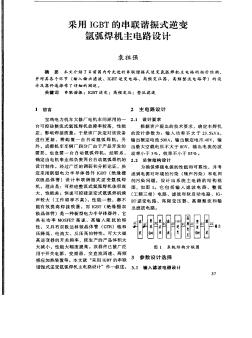
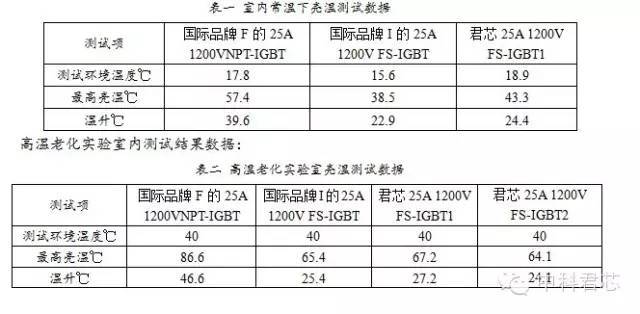
3、温升对比实验
测试目的:测试场截止型FS-IGBT与NPT-IGBT在焊机应用中的温升性能优异。
测试方法:输入电压220V,实际输出电流160A,输出电压26.4V,60%暂载率测试.
测试结果:
室内常温下测试结果数据:
结论:
在此款机型测试平台下及相同测试条件中,场截止型IGBT温升性能明显优于非串通型IGBT。中科君芯场截止型IGBT与国际领先的I品牌FS-IGBT在温升性能变现上相当。
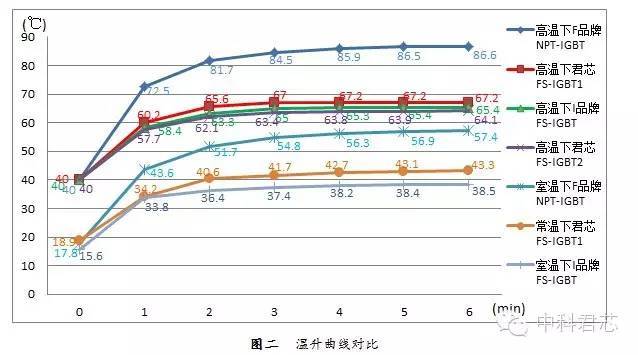
4、VCE, IC,VGE波形对比测试实验
测试目的:测试场截止型FS-IGBT与NPT-IGBT在焊机应用中的相关波形是否存在较大差异
测试方法:高温40℃下,输入电压220V,实际输出电流160A,输出电压26.4V。
测试结果:
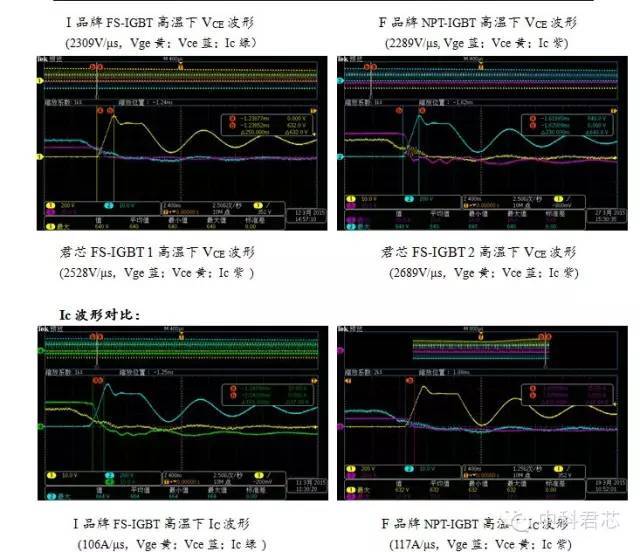
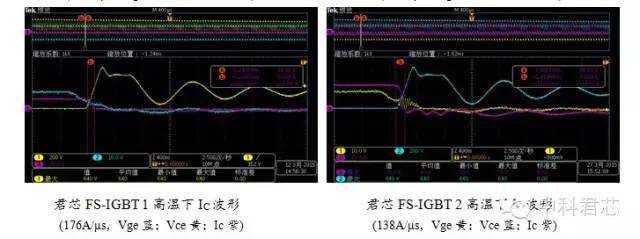
结论:
在该测试平台及上述测试条件下,NPT-IGBT与FS-IGBT波形接近,测试数据均在规格范围之内。在实际焊接电流冲击实验过程中,测试实验器件冲击电流都未超过额定值的2倍(50A);经过多次点焊,及连续焊接;器件表现稳定,抗冲击性无差异。
总结:
通过以上实验数据,表明场截止型IGBT比非穿通型IGBT在较高频率的逆变焊机应用中,温升性能表现更优,可持续负载时间更长。中科君芯自主研发的FS IGBT芯片技术已经和国际一线品牌相当。
逆变与整流是两个相反的概念,整流是把交流电变换为直流电的过程,而逆变则使把直流电改变为交流电的过程,采用逆变技术的弧焊电源称为逆变焊机。逆变过程需要大功率电子开关器件,采用绝缘栅双极晶体管IGBT作为开关器件的的逆变焊机成为IGBT逆变焊机。
逆变与整流是两个相反的概念,整流是把交流电变换为直流电的过程,而逆变则使把直流电改变为交流电的过程,采用逆变技术的弧焊电源称为逆变焊机。逆变过程需要大功率电子开关器件,采用绝缘栅双极晶体管IGBT作为开关器件的的逆变焊机成为IGBT逆变焊机。
逆变焊机的工作过程如下:将三相或单相工频交流电整流,经滤波后得到一个较平滑的直流电,由IGBT组成的逆变电路将该直流电变为几十KHZ的交流电,经主变压器降压后,再经整流滤波获得平稳的直流输出焊接电流。
由于逆变工作频率很高,所以主变压器的铁心截面积和线圈匝数大大减少,因此,逆变焊机可以在很大程度上节省金属材料,减少外形尺寸及重量,大大减少电能损耗,更重要的是,逆变焊机能够在微妙级的时间内对输出电流进行调整,所以就能实现焊接过程所要求的理想控制过程,获得满意的焊接效果。 解读词条背后的知识 蓝色仰望 推送高价值的关于焊机维修,焊机经营的文章
IGBT焊机焊接时只有小电流维修案例解析
这台焊机用户说焊机电流大小调节异常拆机检查单管正常,快恢复二极管正常,上电测量空载电压68V,正常,试焊电流表显可调,实际电流调不上,只有小电流,先检查给定信号是否正常,测量给定插座给定电压0到4V电压可调,检查一下反馈信号,割断分流器反馈线路,外加直流反馈负电压,到控制立...
2020-04-130阅读17