选择特殊符号
选择搜索类型
请输入搜索
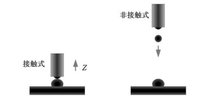
近年来,点胶技术正在经历一场由接触式向无接触式的转 变,国外已有公司从事无接触式点胶设备的研究和开发,例如Asymtek公司和德国VERMES公司都推出了各自的产品;然而,目前国内超过70%的点胶系统仍然采用传统的接触式针头点胶,并且主要是时间/压力型;无接触式(喷射)点胶系统的市场份额不足10%,其发展和应用尚处于起始阶段。因此,针对目前我国点胶技术的发展状况,研究具有自主知识产权、高精度、高可靠性的流体点胶技术势在必行。
无接触式喷射、高精度、多功能
适用液体粘度最高可达 2,000,000 mPas
最高速率可达 1,000 次每秒
配件自由选配可满足客户不同液体喷射工艺需求
对不同粘度的介质都具有极高的重复精度
自动校准功能保证了更换喷射阀后仍具有极高的重复精度
压电式喷射点胶利用了压电材料的逆压电效应,喷射频率高、设备结构简单,而且喷射可以获得直径小至10毺m 的胶点;另一方面,压电结构的控制精度高,可提高喷射点胶品质。但压电式喷射点胶的流量小,若要提高喷射流量需要采用放大机构或增大喷射装置的体积;另外,使用的压电材料都比较脆,容易老化。目前压电式喷射装置分为以下两种类型。第一类压电式喷射点胶作为热喷墨印刷技术的主要竞争对手出现,应用于LED中有机颜料的注入,工作频率可达20kHz。式喷射器应用压电材料的变形,直接推动流体运动,流体在内外压力差的作用下加速从喷嘴喷出,形成液滴。这项技术最大的优点在于可以采用喷射器阵列,并且可以以很高的速度喷射材料的小液滴。但只能用于喷射黏度小于0.03Pa·s的流体材料,而且流体中存在的气泡会导致喷射困难。第二类压电式喷射点胶实现喷射的方法是快速的打开和关闭喷嘴,这类喷射器的典型产品是美国EFD 公司Picdot系列点胶阀,其喷射频率最高可达200点/s在阀杆与喷嘴贴合时,喷射阀处于关闭状态,此时喷射阀中流体处于相对较大的压力下(黏度为0.03Pa·s的流体受到的压力超过0.2MPa,黏度更大的材料所受压力则会更高),然后打开喷嘴,一束流体在压力驱动下从喷嘴迅速流出,然后关闭喷嘴,快速的关闭将使流体切断,这一束流体所获得的动能可以使其以一定速度飞离喷嘴而到达基板上。其中,开关阀动作由压电致动器控制,压电致动器与一个杠杆系统或位移放大机构配合使用,可以实现精确快速的阀门开启和关闭动作。为了精确控制从喷嘴飞出液体的量,喷嘴打开和关闭的动作必须快速且重复性好。要获得更小的液滴,须要采用尺寸较小的喷嘴,使流体控制压力更高,并且开关阀动作更快。该喷射技术在电子器件包封的紫外固化粘结剂上的应用非常成功。此类喷射设备国内研究甚少,国外的生产厂商有EFD、Delo和Vermes

流体点胶技术是微电子封装中的一项关键技术,它可以构造形成点、线、面(涂敷)及各种图形,大量应用于芯片固定、封装倒扣和芯片涂敷。这项技术以受控的方式对流体进行精确分配,可将理想大小的流体(焊剂、导电胶、环氧树脂和粘合剂等)转移到工件(芯片、电子元件等)的合适位置,以实现元器件之间机械或电气的连接,该技术要求点胶系统操作性能好、点胶速度高且点出的胶点一致性好和精度高。目前,国内外都在研究能够适应多种流体材料,并具有更好柔性的点胶设备,使其能精确控制流体流量和胶点的位置,以获得均匀的胶点,同时实现对胶点的准确定位,以适应电子封装行业发展的需要。随着封装产业的发展,点胶技术也逐渐由接触式点胶向无接触式(喷射)点胶转变。过去的几十年里,接触式针头点胶研究已取得较大进展,能实现胶点的准确定位,并能获得直径小到100微米的胶点,但其点胶速度慢且胶点一致性较差;无接触式喷射点胶的出现,大大提高了流体材料分配的速度,喷射频率高,并且胶点均匀、一致性好。


 3典型汽油喷射系统简介
3典型汽油喷射系统简介
3典型汽油喷射系统简介
3典型汽油喷射系统简介
 球阀简介
球阀简介
球阀简介
球 阀 简 介 一、 驱动方式:手动 电动和气动(角行程) 1、 手动: DN250 以上加蜗轮。 2、 电动:开关型和调节型(同时分防爆和普通) (关闭时间 DN25=15-60 秒)自带手柄。 开关型:开到底和关到底,只有开和关两个触点信号; 调节型:调到你要的位置停下来。 阀体内部比开关型多个智能模 块。输入输出( 4-20MA )信号。 3、 气动:开关型(关闭时间 2 秒)和调节型(通常只有输入信号,输出信 号需另加,手动装置需另外购买。 开关型:配电磁换向阀、精小型机械限位开关、空气过滤减压器。 1、 电磁换向阀:分单控和双控,分防爆和普通 2、 限位开关: 1、信号(开和关)反馈到控制室; 2、现场看到开 和关。分防爆和普通。 3、 三联件: 1、气源压力调节; 2、过滤空气; 3、润滑执行系统。 调节阀:配电气阀门定位器:分电气和气控两种。 (输入 4-20MA 信号) 二
节流阀体喷射(TBI)又称为单点喷射(SPI)或中央燃油喷射(CFI)。
单点喷射(SPI)系统:在进气管节流阀上方装1个中央喷射装置,用l~2个喷油器集中喷射。汽油喷人进气气流中,形成的可燃混合气由进气歧管分配到各个气缸中。单点喷射系统成本较低,仅略高于传统的化油器。目前,在国内外普及型轿车上被广泛应用。
单点喷射将喷射器设在节气门上方,只能改善在节气门处的雾化,以加热管壁温度提高燃油的蒸发程度,难以保证节气门后至进气门的一段管壁上不形成油膜或油滴,因此进气歧管的结构对混合气的输送和分配有重大影响,而且难以实现在所有工况下都能保持理想的混合气分配。
单点喷射其中一个很显著的优点是,单点喷射的喷射器设在节气门上方,直接向气流速度很高的进气管道中喷射,由于该处压力低(流速与压力成反比),喷射时只需要0.1Mpa的低压就可以,多点喷射则要在0.35Mpa时才工作,这就意味着单点喷射系统可以降低对电动燃油泵的要求,节省了成本。2100433B
公开了一种用于喷射阀(1)的阀组件(3)。它包括:阀体(4);阀针(11);上保持元件(24),所述上保持元件固定地连接到阀针(11);以及衔铁(23)。衔铁(23)包括阀针(11)延伸通过其的中心轴向开口(26)并且能够在阀针(11)上滑动。上保持元件(24)限制了衔铁(23)的轴向移位能力。衔铁(23)包括若干轴向槽(27),这些轴向槽布置成邻近于中心轴向开口(26)并与其连接,轴向槽(27)在轴向方向上延伸通过衔铁(23)。
除鳞喷射阀安装在除鳞系统的终端,在控制系统气源压力的作用下,阀门处于常闭状态。当钢板或钢坯进入预定工位,控制系统得到除鳞信号,二位五通电磁阀得电换向,阀门打开,除鳞系统开始喷射高压水除鳞。当钢板或钢坯离开预定工位,控制系统得到结束除鳞信号,二位五通电磁阀得电换向,阀门关闭,除鳞系统喷射除鳞结束。
