选择特殊符号
选择搜索类型
请输入搜索

1、 焊机为龙门式结构,焊机的有效工作空间为900mm,适合焊接最大网宽为700mm。
2、 根据用户的使用要求,焊机的上横梁装置3个或4个焊接气缸。与上气缸对应在下横梁装置3个或4个下升降气缸。焊接气缸横向位置可调
3、 各组焊接气缸可以分别进行焊接参数(焊接电流、焊接时间,预压时间、维持时间)等的设置。
4、 次级采用三相全波整流方式供电,功率因素高,电流输出强劲。节能省电。
5、 焊机的控制采用全数字化可编程控制器(PLC)控制,电流输出稳定,工作可靠。故障率低。
6、 变压器、初级可控硅及次级整流桥、焊接电极等3路工作系统分别设置强水冷系统进行冷却,确保焊机能够长时间稳定工作
7、 焊接气缸、焊接气阀选用优质快速器件,确保焊机能够连续稳定工作。
1.上电极采用气缸加压,压力调整方便、精确;
2.一次可均匀的完成多个焊点的焊接;
3.可任意调整加压头的下降和上升速度,缓和了对工件的加压冲击、也减少噪音;
4.二次导体采用上部绝缘方式,绝缘性能稳定、可靠;
5.主回路采用大功率可控硅元件,输出电源强劲、稳定、可靠性强;
6.操作由脚踏开关控制,具有较高的生产率,劳动强度低;
7.适用金属网片、网罩的焊接。
电阻焊(resistance welding machine)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊机焊接方法主要有即点焊、缝焊、凸焊、对焊。
排焊机隶属于其中的点焊,分为C型单头排焊机,C型多头排焊机及龙门式多头排焊机。由于焊接电极为方块电极,且上下电极为平面接触,能一次焊接多点或一排而得名,此类机器一般不可移动,只能移动工件进行焊接。特殊规格可以订制。
龙门排焊机属于电阻焊机,焊接电压非常低,依靠电阻发热熔合金属,不需要添加保护气体、焊丝、焊条、焊剂,对环境和操作人员基本没有影响,只是要小心通电焊接时的飞溅,可能对皮肤、眼睛等造成伤害,需要穿戴合适的...
请问是什么型号呢?因为每台焊机会有多种型号,也分高配置与低配置,所以价格也不相同,而且开与不开价格也不一样,你查下威克焊机 比较实惠,可以查价。
1、捏合机一般整机采用通底盘,便于安装。2、采用斜齿轮或硬齿面减速机,使和主机传动平稳、嗓音小、寿命长。3、搅拌桨和拌缸内壁,采用SUS304不锈钢或SUS316L不锈钢材质,确保制品的纯度。4、轴封...
电阻焊(resistance welding machine)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊机焊接方法主要有即点焊、缝焊、凸焊、对焊。
排焊机隶属于其中的点焊,分为C型单头排焊机,C型多头排焊机及龙门式多头排焊机。由于焊接电极为方块电极,且上下电极为平面接触,能一次焊接多点或一排而得名,此类机器一般不可移动,只能移动工件进行焊接。特殊规格可以订制。
上电极采用气缸加压,压力调整方便、精确;
一次可均匀的完成多个焊点的焊接;
可任意调整加压头的下降和上升速度,缓和了对工件的加压冲击、也减少噪音;
二次导体采用上部绝缘方式,绝缘性能稳定、可靠;
主回路采用大功率可控硅元件,输出电源强劲、稳定、可靠性强;
操作由脚踏开关控制,具有较高的生产率,劳动强度低;
适用金属网片、网罩的焊接。

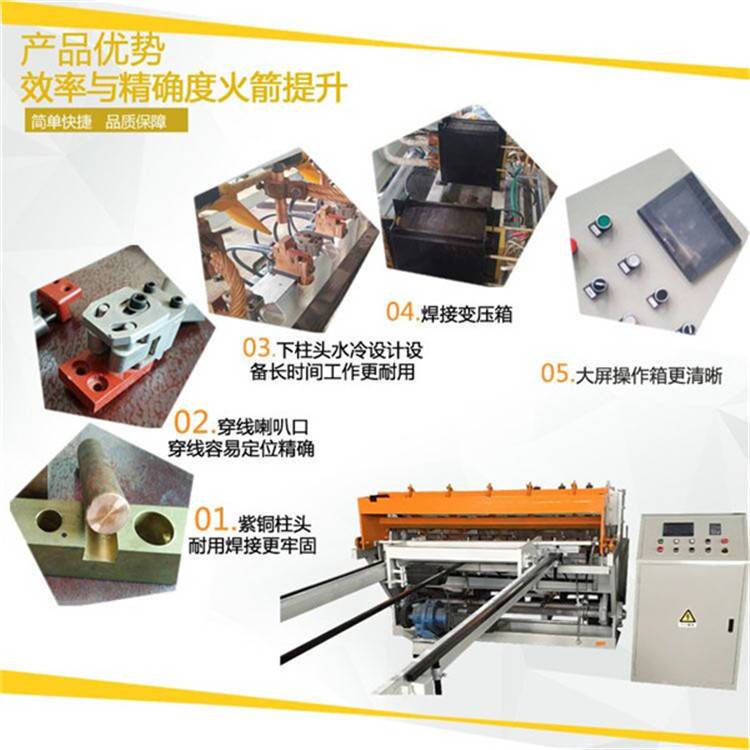
排焊机也叫焊网机,主要用于各类型号的金属丝的焊接成型设备。焊机装配合适的电极形式和电极材料,广泛应用于家电产品、日用五金、交通运输、电工电器、电子、电池、仪器、仪表等五金配件制造业的各种形式产品的加工制造。可进行碳钢、不锈钢、镀层钢及各种有色金属的板材、线材、管材、螺钉、螺母等的多种形式的点焊和凸焊 。
1. 整机关键部分采用进口器件,如:电磁气阀、气缸、可控硅均采用进口或国产名厂部件,控制箱为单片机微电脑集成化设计制造。
2. 机器为箱型结构,刚性好,气动加压,压力可调,传动部分灵活可靠。
3. 主电路采用SCR控制,电流连续可调,并且具有网压波动补偿功能。
4. 控制器设有:预压、预热缓升、焊接、保压,休止时间程序控制、电流、单点焊和连续焊选择开关。
5. 主变压器为环氧树脂浇注。变压器次级与SCR、电极一同通水冷却。
6. 可焊材料:碳钢、低合金钢、不锈钢、镀层钢、铝、铜、铜合金等。

1.焊机为龙门式结构,焊机的有效工作空间为900mm,适合焊接最大网宽为700mm。
2.根据用户的使用要求,焊机的上横梁装置3个或4个焊接气缸。与上气缸对应在下横梁装置3个或4个下升降气缸。焊接气缸横向位置可调。
3.各组焊接气缸可以分别进行焊接参数(焊接电流、焊接时间,预压时间、维持时间)等的设置。
4.次级采用三相全波整流方式供电,功率因素高,电流输出强劲。节能省电。
5.焊机的控制采用全数字化可编程控制器(PLC)控制,电流输出稳定,工作可靠。故障率低。
6.变压器、初级可控硅及次级整流桥、焊接电极等3路工作系统分别设置强水冷系统进行冷却,确保焊机能够长时间稳定工作。
7.焊接气缸、焊接气阀选用优质快速器件,确保焊机能够连续稳定工作 。
1.整机关键部分采用进口器件,如:电磁气阀、气缸、可控硅均采用进口或国产名厂部件,控制箱为单片机微电脑集成化设计制造。
2.机器为箱型结构,刚性好,气动加压,压力可调,传动部分灵活可靠。
3.主电路采用SCR控制,电流连续可调,并且具有网压波动补偿功能。
4.控制器设有:预压、预热缓升、焊接、保压,休止时间程序控制、电流、单点焊和连续焊选择开关。
5.主变压器为环氧树脂浇注。变压器次级与SCR、电极一同通水冷却。
6.可焊材料:碳钢、低合金钢、不锈钢、镀层钢、铝、铜、铜合金等 。

 点焊机焊接变压器的结构特点和设计制造
点焊机焊接变压器的结构特点和设计制造
点焊机焊接变压器的结构特点和设计制造
点焊机焊接变压器的结构特点和设计制造 兰 ;群谯磊 i&考钏 }兰竖一高级程师 (第七 0七研究所 ) I 摘要 本文叙述了点焊机变压器的结构特点 .介绍了点焊机变压器铁心和绕组的设计要 点 .列举了 点焊机变压器的设计计算方法 ,强调了点焊机变压器制作的工艺难点 主题词 :盘丹 ;绕组壳式铁 0趋表效应绝缘混合物浇注汇流排 l 概述 电阻焊机有点焊机 ,缝焊机和对焊机三 种类型 .电阻焊是利用电流流过焊接区的电 阻产生的热量加热的 .焊接区所产生的热量 , 可用焦耳定律确定 : 口一 I,0")(1)dt Jo 以有效值表示 ,上式可简化为 : 口=12Rf 可见 ,焊接区获得的热量与焊接电流 I 的平方 ,焊接区的总电阻 R以及通电时间 t 成正比 . 为了有效地利用能量 ,防止过大的加热 变形 ,电阻焊通常采用低电压 ,大电流 ,短时 间的加热方式 . 我们目前设计制造的电阻
 BYJ发动机结构特点
BYJ发动机结构特点
BYJ发动机结构特点
BYJ 发动机结构特点: 该发动机是前期中外合资生产的较为先进的缸内直喷式 1.8T 汽油发动机。 该机是双进、 双排、带有电控可变配气相位调节装置,顶置双凸轮驱动。 一、基本参数如下所示: 凸轮轴调节范围 0o-42o曲轴转角; 压缩比: 10.5;功率 118KW, 缸径: 82.5mm,行程 84.2mm。 二、可变配气相位调节装置: 1、结构及工作原理:该发动机主要是由 ECU 根据发动机转速变化及工况变化的情况, 通过控制凸轮轴电磁阀的工作来控制进入进气凸轮轴转角调节器的机内压力, 从而达到调节 凸轮轴的转角来实现改变配气相位, 使进气门早开、 排气门关闭, 提高进气效率及排气效率, 也就相应提高了发动的功率。 2、该发动机压缩比为 10.5,比同类汽油发动机较高, 缸盖上的气门与活塞的距离很小, 如果配气相位错乱, 就很容易发生气门与活塞相碰, 这就要求可变进气相位调节装置控制
隧道钢筋网片排焊机经线和伟线长度均采用调直断切机预剪,经线由人工方置到进料机构,由伺服进料小车自动进入,无需人工摆放,伺服小车自动循环拉网。纬线采用转盘落料器人工放入排料器,并单根落下。焊接系统采用具有八路移向调压的脉冲触发可控硅,八路输出可以随意组合,这样可以减小对电力变压器的冲击,同时也以有效的提高效率。 动力系统分为气动型和机械型。整机采用PLC集中控制,触摸屏为外部数据输入部分,所有参数均可触摸屏输入,故障报警等均可随时查询。

隧道钢筋网排焊机电动机动力,采用同步控制技术,分控焊接与焊接时间均由数字编程系统控制,输入面板为触摸屏或按键两种,操作更加智能化、合理化,并且具有一次压紧,分次焊接的特点,焊接动力为电动,采用步进电机料斗,制动电机驱动小车送经,步进电机驱动小车拉网。经丝与纬丝均由校直机校直切断,竖丝人工摆放,横丝自动落丝。


钢筋网排焊机特点详述: 1、钢筋焊接网是在工厂严格质量控制下,由全自动、智能化生产线制造而成。网格尺寸、钢筋规格和品质都得到严格控制。避免了人工绑扎网遗漏、绑扎不坚固、绑扎错误和偷工减料的情形发生。其网片钢度大、弹性好、间距均匀准确、抗拉强度高。因而大大提高了工程质量。 2、 钢筋焊接网的纵筋与横筋形成网状结构,因此与混凝土粘结锚固性好,承受的载荷能均匀扩散分布,数控钢筋网排焊机,明显提高钢筋混凝土结构的抗震抗裂性能。据实际测试,道路铺设焊接钢筋网比人工绑扎网,能够减少75%以上的裂缝发生。 3、 现大量使用的盘圆钢筋设计强度值为210n/mm,而钢筋焊接网的设计强度值为360n/mm,根据等强度代换原则,再考虑综合因素,使用钢筋焊接网可节省30%以上的钢筋使用量。并且钢筋网运到工地后无需再加工,因此没有损耗。


工作原理: 用途:高速公路、铁路、桥梁、围山(护栏网、围栏网)、建筑(楼层浇筑顶用网)。 钢筋网焊网机(网片机)落料系统采用专利技术,单根单落,拨轮落丝,不须人工摆放。焊接用途广泛,已广泛应用于工业与民用建筑的楼板.房盖.墙体.桥梁.混凝土路面.地台.机场.水泥管.混凝土预制件.挡土墙.山体护坡.隧道.码头.堤坝等.
设备操作只需2-3人,很大程度上降低人力成本我们是一家集设计、生产、销售于一身的专业的焊接设备的企业,拥有一支专业的技术团队,多年来致力于自主研发,掌握了焊网设备的核心技术,本厂最新研发的隧道钢筋网片排焊机、隧道钢筋网片排焊机荣获多项专利,最新型自动钢筋网焊接成型机的自动化程度及价格优势均领网焊机产品优点:

工作原理:钢筋网片的根纵向钢筋,由园盘下料,经上下矫直和左右矫直后,被个夹紧器紧紧夹住,由步进电动机驱动夹紧器每段应千金的距离向前移动,横向钢筋由托架自动上料,经个电焊机焊接。走行与焊接交替进行。走行时不允许焊接,焊接时不允许走行。在标准网片焊制时,为了不产生误动作,每段程序执行完,就会失效,直到下一个网片的焊制。任何工作方式下只要已开始自动焊制,则操作台上除在出现严重故障时紧急停车按钮外,其余均不可控,保证了不出现误动作,保证了系统的可靠性。输出点在一个网片焊制过程中要多次定时输出,因此多个内部继电器并联控制一个输出。PLC输出通过继电器做电平变换控制单片机。每段前进程序在单片机中,每步进的精度很高。制作成型的钢筋网片必须轻抬轻放,避免摔地产生变形。钢筋网片成品应远离加工场地,堆放在的成品堆放场地上。存放和运输过程中要避免潮湿的环境,防止锈蚀、污染和变形。

钢筋网的原材料应按进场批次检验,检验结果应符合设计及规范要求。(2)钢筋网采用HPB235圆钢,钢筋直径、钢筋网网格尺寸及搭接长度应满足设计要求。(3)钢筋网的分片制作尺寸应根据开挖分部确定,并预留搭接长度。钢筋网施工准备打锚杆钢筋网安装欠挖处理喷混凝土结束合格返工合格不合格不合格初喷混凝土断面检查位置检查3制作时应在钢筋加工场专用的胎架上集中制作,分类编号码放整齐,并进行遮盖。(4)钢筋应冷拉调直后使用,钢筋表面不得有裂纹、油污、颗粒或片状锈蚀等。5.2钢筋网预制要求钢筋网预先在钢筋加工场加工成型,在现场再焊接起来形成整体。采用φ8HPB235钢筋编制钢筋网片,网片加工尺寸根据受喷面积而定;钢筋类型及网格间距根据不同围岩级别,严格按照图纸和规范要求施工,具体见下表设备构造主要分为五个部分:经丝进料装置,纬丝进料装置,焊接部分,出网装置,以及电控柜。

全自动数控钢筋网片焊网机:是一种用于生产钢筋焊接网的机器。本机是全自动数控电箱控制hnygjx可以焊接宽度从几十公分到2.5米的网片或是网卷,焊接的粗度从3毫米到12毫米之间。网孔从3公分,4公分,5公分,6公分,10公分,12公分,16公分,22公分等均可以调节。焊接速度从5-75次/分钟。本机是由伺服电机,变压器,焊头,气泵,推径小车,落料部分,剪板机等部分构成,一般一台焊网机只需两个人就可以操作。广泛应用在煤矿支护,养殖,围栏防护,建筑,五金制造等领域。

护栏网排焊机
排焊机分主机和焊枪两部分组成,焊枪由50-200平方毫米的电缆连接到主机,适用于电气开关箱柜、电脑桌椅、钢网补焊、汽车外壳等工件不便移动或普通焊机焊极无法到达的部位。特殊规格可以订制。
排焊机特点:
◆ 上电极采用气缸加压,压力调整方便、精确 ;
◆ 一次可均匀的完成多个焊点的焊接;
◆ 可任意调整加压头的下降和上升速度,缓和了对工件的加压冲击、也减少噪音;
◆ 二次导体采用上部绝缘方式,绝缘性能稳定、可靠;
◆ 主回路采用大功率可控硅元件,输出电源强劲、稳定、可靠性强;
◆ 操作由脚踏开关控制,具有较高的生产率,劳动强度低;
◆ 适用金属网片、网罩的焊接。
SNHLW-2000护栏网排焊机,是机械、电子、电脑一体化的最先进护栏网焊接设备。
本机特点:
1、是径丝可调,纬丝孔距由电脑控制,随意可变等等。
2、机组设计为可分离结构,方便规格调整与维护保养。
3、变压器,上下电极等焊接系统采用水冷,机组能可靠地连续工作。
4、焊接压力均匀一致,确保全部焊点质量。
5、本机所焊的网片平整,对角线误差很小。
具体规格:
焊接丝径:2.5-6mm
焊接孔径:50*50-300*300mm
焊接幅宽:2000mm
经线数量(焊点):40
焊接速度:30(times/minute)
额定电压:380V
额定功率:400KVA
外型尺寸:6000*3200*1800mm
机器重量:3T
