选择特殊符号
选择搜索类型
请输入搜索

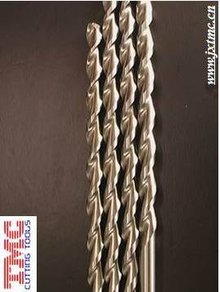
直、锥柄超长钻:直径;Φ1mm~Φ80mm, 总长:50mm~2500mm
其中:直径、刃长、总长均可按用户需要生产。
特点:深孔钻具有刃槽抛物线形,刃瓣消除,大螺旋角的特殊形结构,冷却液可达 钻尖,可一次进刀加工出长径比达60的深孔,无需中途倒屑和频繁退刀。
适用于加工铝、铜、铸铁、铸钢、合金钢、球墨铸铁、奥氏体不锈钢等各种材料。
应用:经过数十年的推广,已经在汽车制造、石油化工机械、动力机械、液压件、机床、船舶、模具制造等行业得到广泛肯定和应用。
抛物线钻头价格是119元 ,其利用旋转动作与轴方向的动作的复合动作进行冲击切削,其特征在于,所述切刃部具有至少2个主切刃部、以及配设于圆周方向的所述主切刃部与主切刃部之间的,至...
抛物线钻头的价格在120元左右,抛物线钻头是指抛物线型钻头的排屑槽型为抛物线设计的,从而具有较大的排屑空间,普通抛物线型钻头可将切削刃处的切屑快速排出,同时可容许更多的切削液进入切削区,显著减小切削摩...
你好你那还有活吗

 抛物线型渠槽预制及施工工艺
抛物线型渠槽预制及施工工艺
抛物线型渠槽预制及施工工艺
砼 U 型渠道因比矩型、梯型等具有更多的优点而被广泛应用,但是,手工操作现浇U型渠道普遍存在着施工复杂、造型困难、质量较难控制等问题。目前各地虽已研制了
硬质合金抛物线型钻头设计及应用
硬质合金抛物线型钻头设计及应用
硬质合金抛物线型钻头设计及应用
为了适应难加工材料(冷作硬化材料)深孔钻削加工的需要,一些刀具制造商开发出了宽刃抛物线型钻头。这种钻头的许多特点与普通抛物线型钻头类似,如螺旋角较大(36°~38°),易于排屑;钻芯较厚,深孔加工时钻头刚性和稳定性较好等。它与普通抛物线型钻头的不同之处在于排屑槽和刃带形状。宽刃抛物线型钻头的刃带平滑过渡到排屑槽,从而使钻头切削刃具有较高的强度和刚性,同时切屑也可通过排屑槽顺利排出。
在深孔钻削中,摩擦引起的高温可能引起钻头切削刃轻微软化或回火,从而加速钻头磨损。钻头切削刃在加工中保持硬度的能力可用"红硬性"来表示。宽刃抛物线型钻头通常采用高速钢和钴高速钢材料制造,由于钴高速钢宽刃抛物线型钻头具有较高的红硬性,因此刀具寿命更长,抗磨损能力更强。
抛物线型钻头的排屑槽型为抛物线,专门用于连续钻削加工长径比达15:1、材料硬度不超过25~26HRC(包括低碳钢、各种铝合金、铜合金等)的深孔。例如,直径为12.7mm的抛物线型钻头可成功加工出孔深达190mm的孔。由于具有较大的排屑空间,普通抛物线型钻头可将切削刃处的切屑快速排出,同时可容许更多的切削液进入切削区,从而显著减小切削摩擦以及发生切屑焊死现象的可能性,此外还可减小加工时的功率消耗、扭矩载荷和切削冲击。这个在澳大利亚神盾(sutton)抛物线钻头测试实验中得到了很好的体现。
抛物线型钻头的螺旋角为 36°~38°,大于标准麻花钻的螺旋角(28°~30°)。螺旋角可表示钻头的"扭转"程度,螺旋角越大,钻头&排屑速度越快。普通抛物线型钻头适合深孔加工的另一特点是钻芯较厚(钻头的钻芯是指钻头排屑槽成形后未被磨削的中心部分)。标准麻花钻的钻芯部分约占整个成品钻头的 20%,而抛物线型钻头的钻芯则可占到整个钻头的约 40%。在深孔钻削中,较厚的钻芯可增加钻头的刚性,提高钻削加工的稳定性。抛物线型钻头的钻尖处开有槽口,因此可采用较大的钻芯直径,此外还可防止钻孔开始阶段容易发生的钻头移位现象。
抛物线型钻头采用高速钢材料制造,为强化切削性能,也可对钻头进行表面涂层处理。
照明型母线槽产品描述:
1)照明型母线槽
照明母线槽主要应用于高层建筑、宾馆、商场、办公室、学校、医院等中小负载但分支多的照明系统及用电场所。
2) 照明型母线槽结构特点
1)照明型母线槽外壳采用轨道式铝合金型材,装配简单快捷,外形美观。
2)所有电流等级母线槽采用同一规格外壳,连接处采用标准连接端子,通用性好。
3)利用绝缘件支承并隔开绝缘导线,用电安全可靠。
4)采用通用的两孔、三孔插座,引出分支电源方便、快捷。
5)插座设置有利于三相负载均衡。
6)提供各种现场安装方式,用户可根据需要灵活使用。
照明型母线槽性能
1)母线槽外壳采用铝合金型材,重量轻,耐腐蚀,稳定性强。
2)型材结构合理,可实现2m以下大跨距安装,还可作为小型照明设备的安装支架。
3)母线槽每隔400mm设置一插口,插接箱时可带电插接。
4)采用积木式结构,具有快速、可靠的电气和机械连接件性能。
5)高防护等级:IP54。
6)安装灵活方便。
7)插接箱内根据用户要求对安装开关或熔断器