强化材料文献

 强化门是什么材料
强化门是什么材料
强化门是什么材料
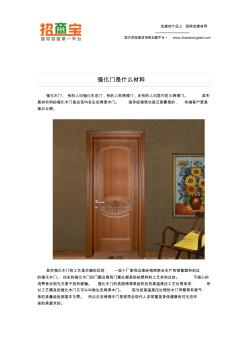
找建材产品上 招商宝建材网 ---------------------- 国内顶级建材招商加盟平台! www.zhaoshangbao.com 强化门是什么材料 强化木门, 有的人叫强化生态门,有的人称烤漆门,还有的人叫室内防火烤漆门。 其实 真材实料的强化木门是应该叫名生态烤漆木门。 很多经销商也是云里雾里的, 终端客户更是 难以分辨。 其实强化木门的工艺是关键的区别, 一些小厂家和边缘经销商家会生产和销售塑料封边 的强化木门。 伪劣的强化木门的门扇边缘和门套处都是粘帖塑料的工艺来封边的。 不细心的 消费者会因为注意不到而被骗。 强化木门的表面烤漆是经热压机高温高压工艺处理而成, 所 以工艺精良的强化木门又可以叫做生态烤漆木门。 因为经高温高压处理的木门甲醛等有害气 体的含量经检测基本为零。 所以生态烤漆木门是很符合现代人非常重视身体健康而对生态环 保的高要求的。 找建材产品上 招商宝
 模具材料及表面强化论文。陈
模具材料及表面强化论文。陈
模具材料及表面强化论文。陈
1 冲压模用钢的最新研究现状 首先冲压模具材料 制造冲压模具的材料有 钢材、硬质合金、钢结硬质合金、锌基合金、低熔点合金、铝青 铜、高分子材料 等等。目前制造冲压模具的材料绝大部分以钢材为主, 常用的模具工作部件 材料的种类有: 碳素工具钢、 低合金工具钢、 高碳高铬或中铬工具钢、 中碳合金钢、 高速钢、 基体钢以及硬质合金、钢结硬质合金 等等。 其中新材料 冲压模具使用的材料属于冷作模具钢,是应用量大、使用面广、种类最多的模具钢。主 要性能要求为强度、韧性、耐磨性。 目前冷作模具钢的发展趋势是在高合金钢 D2(相当于 我国 Cr12MoV )性能基础上,分为两大分支:一种是降低含碳量和合金元素量,提高钢中 碳化物分布均匀度,突出提高模具的韧性。如美国钒合金钢公司的 8CrMo2V2Si 、日本大同 特殊钢公司的 DC53(Cr8Mo2SiV) 等。另一种是以提高耐磨性为主要目的,以适应
