气电立焊
气电立焊是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法。其优点是:生产率高,成本低。与窄间隙焊的主要区别在于焊缝一次成形,而不是多道多层焊。
-
选择特殊符号
选择搜索类型
请输入搜索
气电立焊是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法。其优点是:生产率高,成本低。与窄间隙焊的主要区别在于焊缝一次成形,而不是多道多层焊。
气电立焊是一种重要的垂直位置焊接方法,其焊接质量受焊接电弧长度的影响较大,必须对其弧长进行控制。以爬行式气电立焊机器人为基础,研究其焊接过程中弧长变化,建立了焊接小车和滑块为基础的二级联动弧长控制系统;利用滑块的动态响应能力强、精度高的特点实现弧长的快速、高精度控制;利用对小车的控制实现滑块的自动归中,增大系统的调节能力。结果表明,系统具有较强的抗干扰能力、动态响应能力和自我调节能力。
气电立焊的能量密度比电渣焊高且更加集中,焊接技术却基本相同。它利用类似于电渣焊所采用的水冷滑块挡住熔融的金属,使之强迫成形,以实现立向位置的焊接。通常采用外加单一气体(如 CO 2 )或混合气体(如 Ar+O 2 )作保护气体。
在焊接电弧和熔滴过渡方面,气电立焊类似于普通熔化极气体保护焊(如 CO 2 焊, MAG 焊),而在焊缝成形和机械系统方面又类似于电渣焊。气电立焊与电渣焊的主要区别在于熔化金属的热量是电弧热而不是熔渣的电阻热。
气电立焊通常用于较厚的低碳钢和中碳钢等材料的焊接,也可用于奥氏体不锈钢和其它金属合金的焊接。板材厚度在 12~80mm 最适宜。如大于 80mm 时,难获得充分良好的保护效果,导致焊缝中产生气孔,熔深不均匀和未焊透。焊接接头长度一般无限制,单层焊是最常用的焊接方法,但也可采用多层焊。

立焊:打底时引弧后稍拉长弧预热母材,然后直线运条至起焊处压低电弧,击穿坡口,待形成熔池后迅速熄弧,使熔池温度稍降后立即重新引弧。依次循环,完成整条焊缝。填充:坡口两侧稍停留,使焊道中间温度均匀,焊缝平...
焊接电流,除了与焊接位置有关以外,还与焊条直径有关系。焊条直径越大,相对焊接电流就应当大一些。焊条种类不同,焊接电流也有差异。连弧焊焊接电流相对较小,断弧焊,跳弧焊焊接电流相对大一些。可以参照焊条包装...
你要焊接多厚的板材属何种材料哪不一样的另外有多大的缝隙一般来讲 第一遍点弧如果是10MM以内的铁质用80到100就够用了

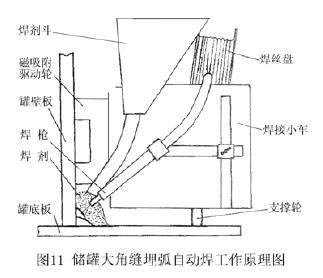
 大型储罐倒装法施工立缝气电立焊工艺
大型储罐倒装法施工立缝气电立焊工艺
大型储罐倒装法施工立缝气电立焊工艺
新疆油建在50000m3外浮顶储罐倒装法施工和100000m3外浮顶储罐倒装法施工时,由于国内通用的背面加水冷铜衬垫的立焊气电立焊焊接工艺和焊机不适用,开发了CO2半自动焊打底,气电立焊焊接一次成形的焊接工艺。通过现场运用,CO2气体保护焊打底和气电立焊组合的焊接工艺操作简单,工效高,成形好,焊接合格率在98%以上,填补了一项大型储罐倒装法施工立缝自动焊接工艺的空白。
 大直径厚壁管气电立焊焊接技术研究
大直径厚壁管气电立焊焊接技术研究
大直径厚壁管气电立焊焊接技术研究
研究开发了大直径厚壁管气电立焊焊接技术 ,大幅度提高了焊接生产率 ,且焊缝成形美观 ,质量优良、稳定
气电立焊是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法。其优点是:生产率高,成本低。与窄间隙焊的主要区别在于焊缝一次成形,而不是多道多层焊。
气电立焊的能量密度比电渣焊高且更加集中,焊接技术却基本相同。它利用类似于电渣焊所采用的水冷滑块挡住熔融的金属,使之强迫成形,以实现立向位置的焊接。通常采用外加单一气体(如 CO2 )或混合气体(如 Ar O2 )作保护气体。
在焊接电弧和熔滴过渡方面,气电立焊类似于普通熔化极气体保护焊(如 CO2 焊, MAG 焊),而在焊缝成形和机械系统方面又类似于电渣焊。气电立焊与电渣焊的主要区别在于熔化金属的热量是电弧热而不是熔渣的电阻热。
气电立焊通常用于较厚的低碳钢和中碳钢等材料的焊接,也可用于奥氏体不锈钢和其它金属合金的焊接。板材厚度在 12~80mm 最适宜。如大于 80mm 时,难获得充分良好的保护效果,导致焊缝中产生气孔,熔深不均匀和未焊透。焊接接头长度一般无限制,单层焊是最常用的焊接方法,但也可采用多层焊。

《高效焊接方法》主要介绍了常用高效化电弧焊技术的原理、特点及应用,包括高效非熔化极焊接技术(如A:TIG、热丝TIG、VPPAW、KTIG等)、高效熔化极焊接技术(CMT、Tandem、TIME、AC:MIG、STT、MIG钎焊等)、高效埋弧焊技术(多丝、粉末、带极等)、窄问隙焊接(TIG、GMA和SAW)、复合热源(激光:电弧、PAW:MIG、双面双弧等)焊、电渣焊、气电立焊和FSW。
该公司现有员工1700多名,各类专业技术人员160多人,各类特种工种技能人员680多人。拥有大型单面焊双面成型埋弧横焊机、正/倒装两用小车式数控自动气电立焊机、正/倒装两用单面埋弧自动横焊机等自动焊机98台套以及液压顶升设备等各类先进的施工设施设备566台(套)。