气门锥角文献

 气门盘锥面对气门杆部同轴度的测量方法
气门盘锥面对气门杆部同轴度的测量方法
气门盘锥面对气门杆部同轴度的测量方法
0引言气门盘锥面的形位误差和表面粗糙度决定气门密封效果,通常气门盘锥面部位的形位误差图纸上只要求测量圆度和跳动误差。目前国外有公司要求我厂为其生产的气门必须控制气门盘锥面对杆部的同轴度,且检测手段是圆柱度仪。但是我厂圆柱度仪上测量项目只有圆度、圆柱度、平度、直线度。如何测量同轴度误差?本人经过反复实验在TR265泰勒圆柱度仪上检测出气门盘锥面对杆部的同轴度误差。并且检测数据得到了认可。
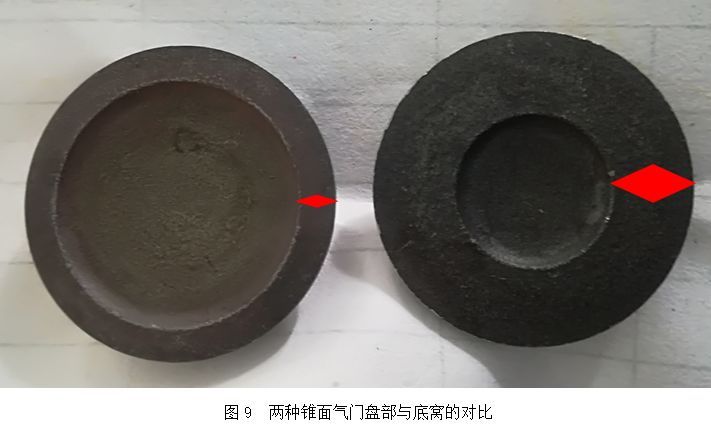
Inconel 751合金排气门锥面烧蚀失效分析
Inconel 751合金排气门锥面烧蚀失效分析
通过宏观检验、化学成分分析、金相检验、腐蚀产物物相分析等方法对Inconel 751合金排气门锥面烧蚀失效的原因进行了分析。结果表明:排气门自身材料及加工工艺符合技术要求,排气门锥面发生烧蚀失效主要是由于其燃油中硫元素含量超标、在高温下热腐蚀排气门锥面所致。