鳍片管产品尺寸精度文献

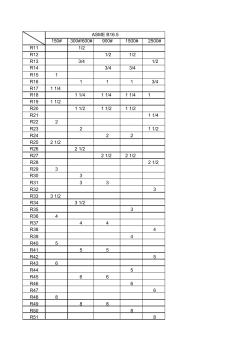 钢圈垫片尺寸与相应尺寸管对照
钢圈垫片尺寸与相应尺寸管对照
钢圈垫片尺寸与相应尺寸管对照
150# 300#/600# 900# 1500# 2500# R11 1/2 R12 1/2 1/2 R13 3/4 1/2 R14 3/4 3/4 R15 1 R16 1 1 1 3/4 R17 1 1/4 R18 1 1/4 1 1/4 1 1/4 1 R19 1 1/2 R20 1 1/2 1 1/2 1 1/2 R21 1 1/4 R22 2 R23 2 1 1/2 R24 2 2 R25 2 1/2 R26 2 1/2 R27 2 1/2 2 1/2 R28 2 1/2 R29 3 R30 3 R31 3 3 R32 3 R33 3 1/2 R34 3 1/2 R35 3 R36 4 R37 4 4 R38 4 R39 4 R40 5 R41 5 5 R42 5 R43 6 R44 5 R45 6 6 R46 6 R47 6 R48 8 R49 8 8 R50 8 R51 8
 某电厂锅炉鳍片管省煤器技术改造
某电厂锅炉鳍片管省煤器技术改造
某电厂锅炉鳍片管省煤器技术改造
分析了某电厂锅炉低温段省煤器磨损泄漏的部位和原因,并进行锅炉整体热力计算,结合试验数据,确定了低温段省煤器的改造方案,将光管省煤器改成鳍片式省煤器。省煤器横向节距由98 mm增加到140 mm,纵向节距由60 mm减小到45 mm,受热面积由2 747 m2增加到5 448 m2,传热系数由76.5 W/(m2.K)降低到46.9 W/(m2.K)。改造后低温段省煤器吸热总量增加,排烟温度下降2.5℃,锅炉效率提高0.16个百分点,并进行了其它相关计算。本次改造需投入资金218万元,改造后每年带来经济效益为305.2万元。