曲轴磨床文献

 工业级PC机在曲轴数控磨床改造中的应用
工业级PC机在曲轴数控磨床改造中的应用
工业级PC机在曲轴数控磨床改造中的应用
通过应用近几年刚问世的加固型工业级PC机构成的通用数控系统,成功地实现了曲轴数控磨床的改造,不仅使一台长期瘫痪的设备恢复了功能,而且为旧数控设备的改造找到了一种较理想的途径.
选择特殊符号
选择搜索类型
请输入搜索
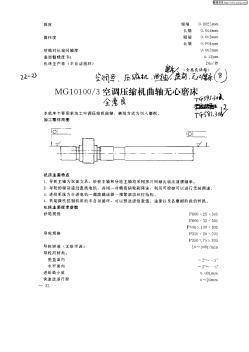
回转直径:750 - 1400 mm
曲轴最大长度:5000 - 12000 mm
曲轴最大重量:3000 - 25000 kg
中心曲柄直径:140 - 250 mm
中心柄的宽度:90 - 200mm
偏心距:90 - 250 mm 根据曲柄的结构而定
1、操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。
2 、开机前应检查各手柄及行程挡铁是否完好可靠,紧固行程开关螺钉。
3、开动前,应按设备润滑图表加注规定的润滑油。
4 、启动润滑油泵、夜压泵电机,检查调整夜压系统压力,润滑系统压力,并用手转动砂轮轴,检查转动是否轻快;点动磨头横向进给,检查砂轮与金刚笔、工件的相对位置;将工作台往复运动15-20分钟,排出油缸中空气,以消除爬行,然后调整行程和速度。
5、经常检查砂轮是否有裂纹,严禁改装用做端面磨削。
6 、合理选用磨削量,砂轮未离工件时,不得停止运转。
7 、禁止在无防护罩的情况进行加工,禁止在顶尖或工作台面敲打工件。
8、禁止使用有裂纹的砂轮及磨钝金刚石。
9 、工作时,要根据工件大小调整进给位置,及工作台上各撞块。
10 、工作时要先检查导轨的润滑情况,润滑充分后方可生产。
11 、定期检查工件轴皮带的松紧程度,及时调整。
12 、更换新砂轮必须检查是否有裂纹,经过平衡装上修整后再第二次平衡试车正常后方可使用。
13、停机前先复位,关闭冷却喷头2-3分钟后,关闭磨头电机、工件电机,待磨头停止后,关闭液压油泵、润滑油泵、冷却泵。
14、工作完毕后,应擦净设备,切断电源,作好点检卡记录。
曲轴磨床适用于汽车拖拉机和柴油机制造厂和修理厂磨削发动机曲轴的曲柄颈与主轴颈。 ●头架采用皮带变速,可获得3种不同转速。 ● 头、尾架卡盘可选用十字卡盘结构。 ●头架传动链中采用摩擦离合器,调整操作方便。 ●工作台纵向运动,分手动和机动,带数字显示,分辨率0.005mm。 ●砂轮架快速进退,由液压装置控制,带数字显示分辨率0.005mm。 ●砂轮轴采用Φ80毫米,刚性足、强度好。 ● 砂轮架采用滚动导轨。 ● 床身导轨、砂轮架导轨润滑通过油泵自动循环。 ●可选用尾架气垫,快速前后移动。
工业级PC机在曲轴数控磨床改造中的应用
工业级PC机在曲轴数控磨床改造中的应用
通过应用近几年刚问世的加固型工业级PC机构成的通用数控系统,成功地实现了曲轴数控磨床的改造,不仅使一台长期瘫痪的设备恢复了功能,而且为旧数控设备的改造找到了一种较理想的途径.
日前,上海机床厂有限公司研制的双砂轮架数控切点跟踪曲轴磨床MK8220/SD在上汽通用汽车有限公司浦东新区金桥动力总成厂的曲轴自动生产线上实现两种规格曲轴的混线生产,成为国内首台套自主研制的在一线汽车主机厂自动生产线上成功应用的双砂轮架切点跟踪曲轴磨床,并且满足两种规格曲轴的混线生产需求。

据介绍,MK8220/SD双砂轮架数控切点跟踪曲轴磨床是“高档数控机床与基础制造装备”国家重大专项“汽车发动机生产线用数控曲轴磨床、凸轮轴磨床”课题的成果产品,由上机公司牵头,联合上汽通用汽车有限公司、上海交通大学、上海大学研制,具有完全自主知识产权,针对该磨床的相关核心技术已申请发明专利12项。
MK8220/SD满足了曲轴自动生产线对磨床自动化、加工精度、生产节拍、整机可靠性的需求——自动液压卡盘及尾架自动顶紧机构配合机械手实现曲轴自动上下料;在线量仪有效地保证了曲轴加工精度及加工效率;双切点跟踪砂轮架使工艺编排更灵活;自主开发的曲轴磨床软件提高了机床可靠性及对不同类型曲轴的加工适应性;工件类型在线自动识别保证了混线生产的安全性。
目前,上海机床厂已与多家公司签订了供货协议,该磨床的成功研制及推广应用充分利用了上海市在相关领域的资源优势及高端用户示范作用,为汽车行业领域曲轴生产线的成套装备及配套服务提供了可靠支撑,为上海市高档数控机床产业的发展再作贡献。
曲轴粗加工将广泛采用数控车床、数控内铣床、数控车拉床等先进设备对主轴颈、连杆轴颈进行数控车削、内铣削、车-拉削加工,以有效减少曲轴加工的变形量。曲轴精加工将广泛采用CNC控制的曲轴磨床对其轴颈进行精磨加工。此种磨床将配备砂轮自动动平衡装置、中心架自动跟踪装置、自动测量、自动补偿装置、砂轮自动修整、恒线速度等功能要求,以保证磨削质量的稳定。高精设备依赖进口的现状,估计短期内不会改变。
EMAG
车、铣、钻、镗、接合工艺和激光焊接
REINECKER
精密磨床
KARSTENS
外圆磨床
KOPP
凸轮轴和非圆磨床
NAXOS-UNION
曲轴磨床
EMAG KOEPFER
滚齿机
EMAG Automation
以预热及热套装配加工技术进行激光焊接的系统
EMAG ECM
电化学加工
EMAG eldec
感应热处理技术
EMAG RICHARDON
滚插
EMAG WEISS 圆磨磨床
EMAG SCHERER 立式车床
EMAG SU 磨齿机