热处理作业指导书文献

 铸钢件热处理作业指导书
铸钢件热处理作业指导书
铸钢件热处理作业指导书
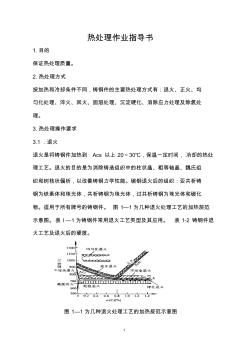
1 热处理作业指导书 1.目的 保证热处理质量。 2.热处理方式 按加热和冷却条件不同,铸钢件的主要热处理方式有:退火、正火、均 匀化处理、淬火、回火、固溶处理、沉淀硬化、消除应力处理及除氢处 理。 3.热处理操作要求 3.1.退火 退火是将铸钢件加热到 Acs 以上 20~30℃,保温一定时间, 冷却的热处 理工艺。退火的目的是为消除铸造组织中的柱状晶、粗等轴晶、魏氏组 织和树枝状偏析,以改善铸钢力学性能。碳钢退火后的组织:亚共析铸 钢为铁素体和珠光体,共析铸钢为珠光体,过共析铸钢为珠光体和碳化 物。适用于所有牌号的铸钢件。 图 1—1为几种退火处理工艺的加热规范 示意图。表 l —1为铸钢件常用退火工艺类型及其应用。 表 1-2 铸钢件退 火工艺及退火后的硬度。 图 1—1 为几种退火处理工艺的加热规范示意图 2 类别 主要内容 规格 应用范围 完全退火 细化组织,软 化铸态组织,
 51cysb_焊接热处理作业指导书
51cysb_焊接热处理作业指导书
51cysb_焊接热处理作业指导书
筑 龙 网 WW W. ZH UL ON G. CO M 焊接热处理作业指导书 作 业 指 导 书 编 号∶ NEPC/XX GC HJ- 工 程 名 称∶XXX X 电厂 X 期工程 XXXMW 机组 单位工程名称∶ 焊接热处理 分部工程名称∶ 焊接热处理 分项工程名称∶ 焊接热处理作业指导书 编 制 单 位∶ 编 写∶ 工程部: 审 核∶ 质保部: 批 准: 安保部: 实施日期 年 月 日 版次 A 筑 龙 网 WW W. ZH UL ON G. CO M 焊接热处理作业指导书 1 编制说明:本作业指导书适用于火力发电厂钢制承压管道、容器、部件在制作、安装、检修 过程中对焊件进行焊接热处理的要求。 (适用于用加热方法对焊件进行的预热、 后 热和焊后热处理) 筑 龙 网 WW W. ZH UL ON G. CO M 焊接热处理作