热锻压特点文献

 地源热泵特点
地源热泵特点
地源热泵特点
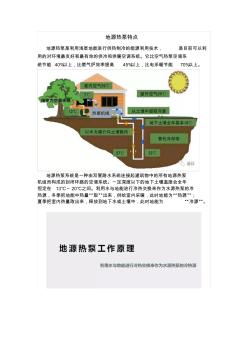
地源热泵特点 地源热泵是利用浅层地能进行供热制冷的能源利用技术, 是目前可以利 用的对环境最友好和最有效的供冷和供暖空调系统。它比空气热泵空调系 统节能 40%以上,比燃气炉效率提高 45%以上,比电采暖节能 70%以上。 地源热泵系统是一种由双管路水系统连接起建筑物中的所有地源热泵 机组而构成的封闭环路的空调系统。一定深度以下的地下土壤温度会全年 恒定在 13℃~ 20℃之间。利用水与地能进行冷热交换来作为水源热泵的冷 热源,冬季把地能中热量“取”出来,供给室内采暖,此时地能为“热源”; 夏季把室内热量取出来,释放到地下水或土壤中,此时地能为 “冷源”。 传统热泵空调从空气中提取冷热量面临一个矛盾:天气越热,空气就越 热,从空气中提取冷量就越困难;同理,天气越冷,从空气中提取热量就 越困难。所以,天越热,空调制冷效果越差;天越冷,空调制热效果越差, 越费电。 1、高效:地源热泵是从大地里
 125MN热模锻压力机自动线施工图设计
125MN热模锻压力机自动线施工图设计
125MN热模锻压力机自动线施工图设计
综述了在湖北锻造厂125MN热模锻压力机模锻曲轴、前轴自动线施工图设计过程中,工艺配合土建。公用设计所遇到的一些问题及其解决办法。


