热喷涂
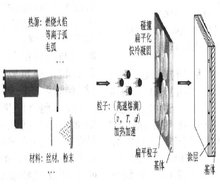
热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。利用由燃料气或电弧等提供的能量。
-

选择特殊符号
选择搜索类型
请输入搜索
热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。利用由燃料气或电弧等提供的能量。
火焰喷涂、氧乙火焰粉末喷涂、氧乙炔火焰线材喷涂、氧乙炔火焰喷焊、超音速火焰喷涂(HVOF)、电弧喷涂、等离子喷涂、大气等离子喷涂、低压等离子喷涂
1 造纸机烘缸 HT20-40 表面划伤、腐蚀和磨损,缸体两端表面局部腐蚀凹坑塌陷,需修复和强化,防止继续腐蚀报废 电弧喷涂不锈钢分子式:1Cr18Ni9Ti
(特点:喷涂速度快,结合强度高,耐酸碱等腐蚀)
2 造纸厂胶滚筒轴 钢、铁 轴承位磨损超差 轻度磨损:电刷镀快速镍
严重磨损:热喷涂镍基粉
3 上压榨棍 45 轴承位磨损超差 轻度磨损:电刷镀快速镍
4 打浆机轴 45 轴承位磨损,轴表面被杂物磨损 轻度磨损:电刷镀快速镍
严重磨损:热喷涂镍基粉
5 毛毯棍 表面包铜 轴承位磨损,轴表面被杂物磨损 轻度磨损:电刷镀快速镍
严重磨损:热喷涂镍基粉
6 网笼轴承座 碳钢 轴承位磨损超差 轻度磨损:电刷镀快速镍
严重磨损:热喷涂镍基粉
7 ZBJ13/φ150浆泵 铜 轴承位磨损超差 轻度磨损:电刷镀快速镍
8 纸浆推进器 铜 轴、孔磨损超差 轻度磨损:电刷镀快速镍
严重磨损:热喷涂镍基粉
9 ZBJ2Q1φ100细浆泵 铸铁 轴、壳轴承位磨损超差 轻度磨损:电刷镀快速镍
10 蒸球机 钢、铁 各轴、孔轴承位磨损超差 轻度磨损:电刷镀快速镍
严重磨损:热喷涂镍基粉
11 刀棍切草机 钢 各配合面磨损超差 轻度磨损:电刷镀快速镍
12 旋风除尘机 钢、铁 各轴承位磨损超差 轻度磨损:电刷镀快速镍
严重磨损:热喷涂镍基粉
13 压光机 钢 各轴承位磨损超差 轻度磨损:电刷镀快速镍
14 各类电动机轴承位、端盖的尺寸修复 钢
铸铁 各轴承位磨损超差 轻度磨损:电刷镀快速镍
严重磨损:热喷涂镍基粉
15 网笼轴
圆网造纸机的网笼轴是贯穿整个网笼的通长轴,两端的轴承座磨损超差后,不能用换轴或堆焊法修复,只能报废。一个网笼约8千元左右。采用电刷镀技术可精确地修复轴承位的超差尺寸恢复网笼的使用性能,电刷镀费用仅200元左右。
铸造、锻造设备工作在带粉尘和腐蚀性的环境中,机械零件的磨损腐蚀会比较严重。徐州天工表面技术可以修复铸造机的各类液压系统的零件,比如液压柱塞等的修复翻新,和各类零件配合位,比如轴承位、密封位九、化工、农药机械因常在具有酸性腐蚀性环境下工作,所以修复这类机械,要考虑的防腐的问题新沂农药厂液压柱塞电刷镀修复现场。一○、液压、压力系统中的泵、柱塞,阀芯等的修复。:①徐州特种锻压机床制造有限公司液压油缸拉沟硬伤修复一一、 比如面粉厂的各类轴承支座,电机转子,压面辊;进口制糖设备的配件的各类配合位的修复。
蒸锅、烘缸、烘箱内壁增寿强化修复;各种辊类表面强化和修复;离心泵、轴流泵、蒸汽锅炉、阀门及搅拌机转轴密封套等零部件修复;瓦楞辊表面强化(经强化处理后,瓦楞辊表面硬度可提高至 HV1200 ,瓦楞辊的工作寿命可达 4000 万米以上)。
罗拉、导丝钩、剑杆织布机选纬指耐磨涂层;疏棉机打压辊、小压辊、锡麟辊、铸铁外盘、轧辊表面、给面罗拉轴、上斩刀传动轴、道夫轴;浆纱机通汽阀、烘房边轴平面结合处、浸没花篮轴、上浆辊轴头、主轴轴颈、导纱辊、压浆辊、回潮测湿辊、经轴轴颈、布纱机轴颈;加年级和拉断岌罗拉、大辊(黑辊)、整精机罗拉、导司机罗拉、热辊及分丝辊、导布辊、印花辊辊面及轴颈、线轮、磨擦盘(片)等耐磨涂层。
印刷压印辊;陶瓷网纹辊;涂布辊、墨辊、印刷辊、水辊;牙垫;牙片等。
高炉风口、渣口耐热耐蚀涂层;板坯连铸线的结晶器、导辊和输送辊;钢铁和有色金属加工中的各种工艺辊;钢铁表面处理生产线的各种辊类(如连续退火炉炉辊、镀锌沉没辊及各种导向辊、张紧辊等)的耐磨、耐蚀和抗积瘤等涂层。
球磨机、汽轮机转子和发电机转子轴颈、气缸结合面修复;锅炉四管耐磨耐蚀涂层;水轮机叶片抗气蚀及耐磨涂层;燃气轮机叶片、火焰筒、过渡段抗高温防护涂层;风机叶轮、球磨机等磨损件耐磨涂层;门芯、门杆、阀芯、阀门配件、阀座耐磨耐蚀涂层及锅炉相关设备部件强化修复。
各种磨损部位的耐磨涂层;汽车发动机机座、同步环、曲辊修复和预强化;齿轮箱轴承座、油缸柱塞、前后桥支撑轴、门架导轨、发动机主轴瓦座、摇臂轴、半轴油封位、销轴的磨损处的耐磨涂层;挖泥船耙头、防磨环、泥斗、绞刀片、铲齿、泥泵叶轮、船舶的艉轴、艉州铜套、偏心轴套、齿轮传动轴、泥泵水封颈、泥门、滑板、刮沙机刮板耐磨涂层等。
各种容器、反应器、管道、泵、阀及密封部件修复化;各种搪瓷罐、专用容器的现场修复;锅炉、空压机、水泵等零部件修复。
采用热喷涂的方法在提升辊、输送辊表面喷涂一层陶瓷,提高提升辊、输送辊对熔融玻璃的耐腐蚀能力,抑制辊面熔融液相的附着,减缓熔融玻璃对辊面的侵蚀,使辊面长时间保持光滑,减少提升辊、输送辊的维修保养,提高玻璃质量和生产成品率,降低生产成本。
采用超音速火焰喷涂工艺在拔丝塔轮、拉丝机、拉丝轮、线轮、拔丝缸、收线盘、导向槽等零件表面喷涂碳化物陶瓷涂层,可使表面硬度达到 HRc75 ,远比磨具钢或冷硬铸铁的耐磨性高;还可使这些零件的基体采用普通钢材或铸铁制造,既降低成本,又延长使用寿命。
各类钢结构的热喷涂长效防护涂层、防腐、长效防腐,一次防护寿命可达 30 年以上
塑料模具喷涂强化修复;挤塑机螺杆和橡胶密炼机转子喷涂强化;各种辊类轴承位喷涂修复和强化。
各种热喷涂工艺的比较
* 自熔性涂层(2) 超音速火焰喷涂
** 非自熔性涂层(1)可控气氛下的喷
涂层类型 | 火焰线材喷涂 | 火焰粉末喷涂 | 超音速火焰喷涂 | 电弧喷涂 | 等离子喷涂 | 低压或真空喷涂 |
气体问度 10 ºC (10 ºF) | ||||||
全部涂层 | 3 (5.4) | 3 (5.4) | 2 - 3 (3.6 - 5.4) | N/A | 12 - 16 (21.6 - 28.8) | 10 - 80 (18 - 144) |
结合强度 MPa (10 psi) | ||||||
金属 | 14 - 28 (2 - 4) | 14 - 21 (2 - 3) | 48 - 62 (7 - 9) | 28 - 41 (4 - 6) | 22 - 34 (3 - 5) | 100 - 400 (14 - 57) |
有色金属 | 7 - 34 (1 - 5) | 7 - 34 (1 - 5) | 48 - 62 (7 - 9) | 14 - 28 (2 - 7) | 14 - 28 (2 - 7) | 400 - 750 (57 - 107) |
自熔合金 | --- | 83+ (12+) | 62 (9)** | --- | --- | --- |
陶瓷 | --- | 14 - 32 (2 - 5) | --- | --- | 21 - 41 (3 - 6) | 25 - 55 (4 - 8) |
碳化物陶瓷 | --- | 34 - 48 (5 - 7) | 83+ (12+) | --- | 55 - 69 (8 - 10) | 500 - 100 (9 - 14) |
致密度,% | ||||||
金属 | 85 - 90 | 85 - 90 | 95 - 98+ | 85 - 95 | 90 - 95 | 97 - 99+ |
有色金属 | 85 - 90 | 85 - 90 | 95 - 98+ | 85 - 95 | 90 - 95 | 97 - 99+ |
自熔合金 | --- | 100* | 98+** | --- | --- | --- |
陶瓷 | --- | 90 - 95 | --- | --- | 90 - 95+ | 95 - 98 |
碳化物陶瓷 | --- | 85 - 90 | 95 - 98+ | --- | 90 - 95+ | 95 - 98+ |
硬度 | ||||||
金属 | 84Rb-35Rc | 80Rb-35Rc | 90Rb-45Rc | 85Rb-40Rc | 80Rb-40Rc | 30Rc-50+Rc |
有色金属 | 95Rh-40Rc | 30Rh-20Rc | 100Rh-55Rc | 40Rh-35Rc | 40Rh-50Rc | 45Rc-55Rc |
自熔合金 | --- | 30 - 60Rc | 50 - 60Rc | --- | --- | --- |
陶瓷 | --- | 40 - 65Rc | --- | --- | 45 - 65Rc | 50 - 70+Rc |
碳化物陶瓷 | --- | 45 - 55Rc | 55 - 72Rc | --- | 50 - 65Rc | 50 - 70+Rc |
渗透性 | ||||||
金属 | 高 | 中 | 极小 | 中 | 中 | 无 |
有色金属 | 高 | 中 | 极小 | 中 | 中 | 无 |
自熔合金 | --- | 无 | 极小 | --- | --- | --- |
陶瓷 | --- | 中 | --- | --- | 偏小 | 极小 |
碳化物陶瓷 | --- | 中 | 极小 | --- | 偏小 | 极小 |
涂层厚度限制 | ||||||
金属 | 0.5 - 2.0 (0.02 - 0.08) | 0.5 - 2.0 (0.02 - 0.08) | 0.6 - 2.5 (0.025 - 0.1) | 0.5 - 2.5 (0.02 - 0.1) | 0.4 - 2.5 (0.015 - 0.1) | 0.05 - 10+ (0.002 - 0.5+) |
有色金属 | 0.5 - 2.0 (0.02 - 0.08) | 0.5 - 2.0 (0.02 - 0.08) | 0.6 - 2.5 (0.025 - 0.1) | 0.5 - 2.5 (0.02 - 0.1) | 0.4 - 2.5 (0.015 - 0.1) | 0.05 - 10+ (0.002 - 0.5+) |
自熔合金 | --- | 0.4 - 2.5 (0.02 - 0.2) | 0.4 - 3.8 (0.015-0.15) | --- | --- | 0.1 - 15+ (0.004 - 0.6+) |
陶瓷 | --- | 0.4 - 0.8 (0.015 - 0.1) | --- | --- | (0.4 - 5.0 (0.015 - 0.2) | 0.05 - 10+ (0.002-0.25+) |
碳化物陶瓷 | --- | 0.4 - 0.8 (0.015 - 0.1) | 0.4 - 5.0+ (0.015-0.2+) | --- | (0.4 - 5.0 (0.015 - 0.2) | 0.05 - 10+ (0.002 - 0.4+) |
涂
1.热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一 直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
2.热喷涂原理 :热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。涂层材料可以是粉状、带状、丝状或棒状。热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,最终形成一种层状的涂层。该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
3.定 义 :热喷涂,是将熔融状态的喷涂材料,通过高速气流使其雾化喷射在零件表面上,形成喷涂层的一种金属表面加工方法。我们把特殊的工作表面叫 "涂层",把制造涂层的工作方法叫"热喷涂",它是采用各种热源进行喷涂和喷焊的总称。
4.用 途 :这在高速气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的工件表面,形成牢固的覆盖层,从而使工件表面获得不同硬度、耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊物理化学性能。它可以在设备维修中修旧利废,使报废的零部件"起死回生";也可以在新产品制造中进行强化和预保护,使其"益寿延年"。
5.热喷涂材料 :喷涂粉末在整个热喷材料中占据十分重要的地位。热喷涂合金粉末包括镍基、铁基和钴基合金粉,按不同的涂层硬度,分别应用于机械零部件的修理和防护。
热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子弧或燃烧火焰等)将粉未状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助...
民兴合青岛民兴合表面工程技术有限公司不错,是由在武汉材料保护研究所从事多年工作经验的高级工程师薛彦涛于1999年创建,是中国表面工程协会会员单位,是省内首家从事电刷镀、热喷涂、特殊捍接等表面涂层持术开...
表面工程及热喷涂技术的特点及发展 表面工程是经表面预处理后,通过表面涂覆、表面改性或多种表面工程技术复合处理,改变固体金属表面和非金属表面的形态、化学成份和组织结构和应力状态,以获得所需要表面性能的系...
1.基体材料不受限制,可以是金属和非金属,可以在各种基体材料上喷涂;
2.可喷涂的涂层材料极为广泛,热喷涂技术可用来喷涂几乎所有的固体工程材料,如硬质合金、陶瓷、金属、石墨等;
3.喷涂过程中基体材料温升小,不产生应力和变形;
4.操作工艺灵活方便,不受工件形状限制,施工方便;
5.涂层厚度可以从0.01至几毫米;
6.涂层性能多种多样,可以形成耐磨、耐蚀、隔热、抗氧化、绝缘、导电、防辐射等具有各种特殊功能的涂层;
7.适应性强及经济效益好等优点。
1 、氧气瓶未装减压器前应略为打开氧气阀门把污物吹除干净,以免灰尘、垃圾进入减压器而堵塞,造成事故.
2 、禁止把氧气瓶和乙炔瓶以及其它可燃气体的钢瓶放在一起;凡易燃品、油脂和带有油污的物品,不能和氧气瓶同车运输.
3 、搬运氧气瓶和乙炔瓶时,应将瓶口颈上的保护帽装好,使用时,应放在妥善可靠的地方,才能把瓶口颈上的保护帽取下.在扳瓶口帽时,只能用手或扳手旋下,禁止用金属锤敲击,防止产生火星而造成事故.
4 、氧气减压表螺母在氧气瓶嘴上至少要拧上6~8扣.螺丝接头应拧紧,减压表调节螺杆应松开.
5 、在把氧气瓶、减压器装好后,慢慢地打开氧气阀门,检查减压器连接氧气瓶的接头是否漏气,表指示是否灵活,开启氧气阀时,头脸不要对着减压表,应站在减压器侧面或后面.检查漏气时不得使用烟火或明火,可用肥皂水检查,检查不漏后方可使用.
6 、严禁氧气瓶口接触油脂,或用油污的扳手拧氧气瓶阀和减压连接螺丝.也不允许戴油污的手套,以免产生燃烧爆炸事故.
7 、氧气瓶、乙炔瓶及减压器在使用前后应妥善安放,避免撞击和振动.
8 、使用乙炔瓶、氧气瓶时应垂直立放,并设有支架固定,防止跌倒.
9 、氧气瓶与乙炔瓶、易燃易爆物品或其它明火要保持8~10米以上的距离.在某种情况下,确实难以达到8~10 米时,应保证不小于5米,但必须加强防护.
10 、氧气瓶中的氧气不允许全部用完,至少留1~2公斤/厘米2的剩余压力.
11 、冬天如遇到瓶阀和减压器冻结时,可以用热水、蒸汽或红外灯炮给予解冻,严禁使用明火加热.
12 、禁止使用铁器猛击气瓶各部,也不能猛拧减压表的调节螺杆,以防气流高速冲出,因局部磨擦产生高温而发生事故.
13 、夏天露天操作时,氧气瓶和乙炔瓶应防止直接受烈日曝晒,以免引起气体膨胀发生爆炸,必须放在凉棚内或用湿布掩盖.
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988
GB 11375-1999 金属和其他无机覆盖层热喷涂操作安全 2000-03-01实施,代替GB 11375-1989
GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988
GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006
GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990
GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施
GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997
GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施
GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施
GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:全面的质量要求 2004-05-01实施
GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施
GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施
GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施
GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施
GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施
GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施
GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006
GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006
GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施
GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施
GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006

 热喷涂金属阶梯涂层工艺流程及喷涂效果
热喷涂金属阶梯涂层工艺流程及喷涂效果
热喷涂金属阶梯涂层工艺流程及喷涂效果
热喷涂金属阶梯涂层工艺流程及喷涂效果 1、钢结构表面处理:热喷涂金属阶梯涂层防腐 工艺的除锈打糙和 喷锌、喷不锈钢涂层一样,首先由空压机提供喷砂动力。在压缩空气的 作用下,将经过筛选的带有棱角的石英砂 经过砂桶、胶管砂气混合 后,高速冲击工件表面,除去了基体表面的锈等氧化物达到使基体表面 凹凸不平的目的。 2、热喷涂锌:主要设备有:压缩空气系统,氧气、乙炔系统,金 属气喷枪及胶管等设备。其原理是:以喷枪中的压缩空气为原动力,在 驱动装置推动下,锌丝通过喷嘴,在氧-乙炔焰的加热下,成为熔融 体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护 层。由于喷砂后的基体表面凹凸不平 散热收缩后的金属涂层能牢固地 附在工件表面。 3、喷涂不锈钢:主要设备同喷锌,但金属气喷枪应选用中速枪, 一般在高速枪基础上改进,更换部分零配件即可使用。工作原理同上, 只是锌、不锈钢两者熔点
 热喷涂防腐蚀施工工艺的制定
热喷涂防腐蚀施工工艺的制定
热喷涂防腐蚀施工工艺的制定
热喷涂防腐蚀施工工艺的制定 一、热喷涂防腐蚀施工工艺 1、涂层设计 2、涂层材料选择 在许多腐蚀环境下喷涂阳极性金属涂层可以对钢铁基体给予比 传统涂料有更长的保护寿命。 合理的涂层设计可以获得最经济而有效 的防护效果。合理的涂层设计来源于对预进行保护构件的工作环境、 影响因素和设计寿命的仔细分析研究的结果。 当然,经济因素也是最 重要的考虑内容之一。 对于某一具体的工程构件可选择的防腐蚀方案 可能有许多种, 因此,要求没计者能够对各种方法的优点与局限性有 一个广泛的了解。 环境保护、施工期限以及日后维修方法都是需要列 入考虑的内容。 目前,对大型钢铁结构所施加的热喷涂防腐蚀涂层多为锌、铝 或者它们的合金。那么究竟哪一种材料更合适呢 ?首先,要明确所要 保护的构件工作在什么样的条件之下, 如果是在大气条件中, 它属于 哪一种大气条件 ?是乡村大气、工业大气,还是海洋大气。如果是在 工业条件下
《热喷涂 热喷涂结构的质量要求(第3部分):标准的质量要求(GB/T 19352.3-2003/IEO 14922-3:1999)》编辑推荐:GB/T 19352《热喷涂热喷涂结构的质量要求》分为如下四部分:第1部分:选择和使用指南;第2部分:全面的质量要求;第3部分:标准的质量要求;第4部分:基本的质量要求。《热喷涂 热喷涂结构的质量要求(第3部分):标准的质量要求(GB/T 19352.3-2003/IEO 14922-3:1999)》为GB/T 19352的第3部分。
2019年5月10日,《热喷涂—热喷涂涂层的表征和试验》发布。
2019年12月1日,《热喷涂—热喷涂涂层的表征和试验》实施。
| GB/T 11373 热喷涂—金属零部件表面的预处理 GB/T 18719 热喷涂—术语、分类(GB/T 18719-2002,ISO 14917:1999,MOD) GB/T 19824 热喷涂—热喷涂操作人员考核要求(GB/T 198242005,ISO 14918:1998,MOD) GB/T 37421 热喷涂—热喷涂涂层的表征和试验(GB/T 37421-2019,ISO 14923:2003,MOD) EN 15520 热喷涂—热喷涂涂层组件结构设计的推荐实施规程(Thermal spraying— Recommendations for constructional design of components with thermally sprayed coatings) |
参考资料: