热缩刀柄文献

 热缩套管
热缩套管
热缩套管
热缩套管 热缩套管是什么东西? 热缩管 阻燃、绝缘、耐温性能,热缩套管是一种特制的聚烯烃材质 热 收缩套管 , 也有叫做 EVA材质的。 它具有柔软有弹性。受热( 70-90 度)会收缩,广泛应用于各种线束、 焊点、电感的绝缘保护,金属管、棒的防锈、防蚀 电工器材商店有卖,一般大的经营电线电料的店子都有 , 常用在电线 接头上,选合适的热缩管,套在电线接头上,用热风枪加热,热缩管收缩, 就把接头套牢了 热缩套管的功能 一般用电子,电器,电池等包装绝缘作用 通过使用热风机可以使之紧缩,起到绝缘,防护等功能 热缩套管用什么东西加热 电吹风,热风机,热收缩机就可以。 热缩套管的作用 热缩套管是一种热收缩包装材料,遇热即收缩,按材质分可分为 pvc 热缩套管、 pet 热缩套管、辐照交联 pe热缩套管、 10KV高压母排保护热缩 套管、 35KV高压母排保护热缩套管、含胶 双壁热缩套管 、仿木纹
 电缆热缩制品规格表
电缆热缩制品规格表
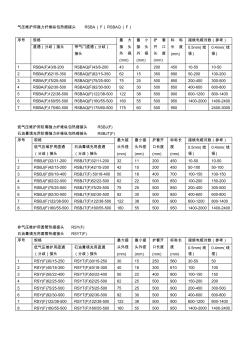
电缆热缩制品规格表
气压维护用强力纤维纵包热缩接头 RSBA(F)RSBAQ(F) 规格 接续电缆对数(参考)序号 直通(分歧)接头 带气门直通(分歧) 接头 最 大 接 头 外 径 (mm) 最 小 接 头 外 径 (mm) 护 套 开 口 长 度 (mm) 标 称 长 度 (mm) 0.5mm(线 径 ) 0.4mm( 线 径 ) 1 RSBA(F)43/8-200 RSBAQ(F)43/8-200 43 8 200 450 10-50 10-50 2 RSBA(F)62/15-350 RSBAQ(F)62/15-350 62 15 350 690 50-200 100-200 3 RSBA(F)75/25-500 RSBAQ(F)75/25-500 75 25 500 850 200-400 300-500 4 RSBA(F)92/30-500 RSBAQ(F)92/30-500 92


