热贴无缝机文献

 无缝方管,冷拔无缝方管
无缝方管,冷拔无缝方管
无缝方管,冷拔无缝方管
无缝方管,冷拔无缝方管 电话: 022-26346308,13821358288 边长 /mm 壁厚 /mm 截面面积 /cm2 理论重量 /kg/M 惯性矩 /cm4 截面模数 /cm3 生产厂家 40 3.5 4.9 3.85 11.16 5.58 中盛 4 5.49 4.56 14.37 6.84 中盛 5 6.98 5.48 16.56 7.87 中盛 6 7.55 5.93 15.34 7.67 中盛 50 4 7.09 5.56 25.56 10.22 中盛 5 8.58 6.73 29.81 11.93 中盛 6 9.95 7.81 33.35 13.34 中盛 7 11.21 8.8 36.23 14.49 中盛 8 12.35 9.7 38.51 15.41 中盛 60 5 10.58 8.3 54.57 18.19 中盛 6 13.35 9.69 61.82 2
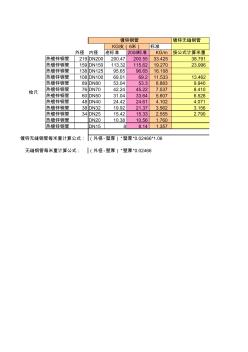 热镀锌管、镀锌无缝管、无缝管理重表
热镀锌管、镀锌无缝管、无缝管理重表
热镀锌管、镀锌无缝管、无缝管理重表
镀锌无缝钢管 标准 外径 内径 老标准 2008标准 KG/m 按公式计算米重 热镀锌钢管 219 DN200 200.47 200.55 33.425 38.791 热镀锌钢管 159 DN150 113.32 115.62 19.270 23.996 热镀锌钢管 138 DN125 95.65 96.65 16.108 热镀锌钢管 108 DN100 69.01 69.2 11.533 13.462 热镀锌钢管 89 DN80 53.04 53.3 8.883 9.940 热镀锌钢管 76 DN70 42.24 45.22 7.537 8.410 热镀锌钢管 60 DN50 31.04 33.64 5.607 6.528 热镀锌钢管 48 DN40 24.42 24.61 4.102 4.071 热镀锌钢管 38 DN32 19.92 21.37 3.562 3.156 热镀锌钢管 3