热压弯头
- 热压弯头是将管子加热后用专业设备加工成型,然后切割加热到临界温度以上,保温一段时间后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度急速冷却的方法制作而成的弯头。
-

选择特殊符号
选择搜索类型
请输入搜索
处理方法之一:淬火
淬火是将弯头加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡组织的热处理方法。 淬火能增加钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。
处理方法之二:正火
正火是将热压弯头加热到临界温度以上,使热压弯头全部转变为均匀的奥氏体,然后在空气中自然冷却的热处理方法。 正火能消除除过共析热压弯头的网状渗碳体,对于亚共析热压弯头正火可细化晶格,提高综合力学性能,对要求不高的弯头用正火代替淬火工艺是比较经济的。

可分为国标、电标、水标、美标、德标、日标、俄标等。
常用尺寸
| 公称通径 |
端部外径 |
中心至端面尺寸 |
中心至中心尺寸 |
北面至端面尺寸 |
|||||
| 45°弯头 |
90°弯头 |
180°弯头 |
180°弯头 |
||||||
| A系列 |
B系列 |
长半径 |
长半径 |
短半径 |
长半径 |
短半径 |
长半径 |
短半径 |
|
| 15 |
21.3 |
18 |
16 |
38 |
- |
76 |
- |
48 |
- |
| 20 |
26.9 |
25 |
16 |
38 |
- |
76 |
- |
51 |
- |
| 25 |
33.7 |
32 |
16 |
38 |
25 |
76 |
51 |
56 |
41 |
| 32 |
42.4 |
38 |
20 |
48 |
32 |
95 |
64 |
70 |
52 |
| 40 |
48.3 |
45 |
24 |
57 |
38 |
114 |
76 |
83 |
81 |
| 50 |
60.3 |
57 |
32 |
76 |
51 |
152 |
02 |
106 |
100 |
| 65 |
76.1(73) |
76 |
40 |
95 |
64 |
191 |
127 |
132 |
121 |
| 80 |
88.9 |
89 |
47 |
114 |
76 |
229 |
152 |
159 |
159 |
| 100 |
114.3 |
108 |
63 |
152 |
02 |
305 |
203 |
210 |
197 |
| 125 |
139.7 |
133 |
79 |
190 |
127 |
381 |
254 |
262 |
237 |
| 150 |
168.3 |
159 |
95 |
229 |
152 |
457 |
305 |
313 |
313 |
| 200 |
219.1 |
219 |
126 |
305 |
203 |
60 |
406 |
414 |
391 |
| 250 |
273.0 |
273 |
158 |
381 |
254 |
762 |
508 |
518 |
467 |
| 300 |
323.9 |
325 |
189 |
457 |
305 |
914 |
610 |
619 |
533 |
| 350 |
355.6 |
377 |
221 |
533 |
356 |
1067 |
711 |
711 |
610 |
| 400 |
406.4 |
426 |
253 |
610 |
406 |
1219 |
813 |
813 |
686 |
| 450 |
457.0 |
478 |
284 |
686 |
457 |
172 |
914 |
914 |
762 |
| 500 |
508.0 |
529 |
316 |
762 |
508 |
1524 |
1016 |
1016 |
|
| 550 |
559.0 |
- |
343 |
838 |
559 |
||||
| 600 |
610.0 |
630 |
381 |
914 |
610 |
||||
| 650 |
660.0 |
- |
405 |
991 |
660 |
||||
| 700 |
711.0 |
720 |
438 |
1067 |
711 |
||||
热压弯头用于管路需要改变方向的地方,所以用途十分广泛,主要应用于化工、民用、建筑、工业生产等领域。
无缝弯头:弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例最大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。

热压弯头是将管子加热后用专业设备加工成型,然后切割加热到临界温度以上,保温一段时间后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度急速冷却的方法制作而成的弯头。热压弯头价格一般在80-350元...
沧州诺鑫管件设备制造有限公司是专业生产耐磨管道耐磨管件的公司。公司位于中国河北沧州盐山边务工业园区,北临京沪高速,205国道,交通十分便利。公司占地面积50亩,建筑面积3万平方米。现有职工100余人,...
一般的热压弯头价格就是五块钱左右,价格还是比较便宜的,这个价位的热压弯头质量是很不错的,解释耐用,性价比高,反正我觉是很不错的,希望我的回答能帮到你。
热压弯头是采用热压工艺制作的一种弯头,是管件的一种。正火能消除除过共析热压弯头的网状渗碳体,对于亚共析热压弯头正火可细化晶格,提高综合力学性能,对要求不高的弯头用正火代替淬火工艺是比较经济的。
热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。
热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。
成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
冲压成形弯头是最早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。 在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。
冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。


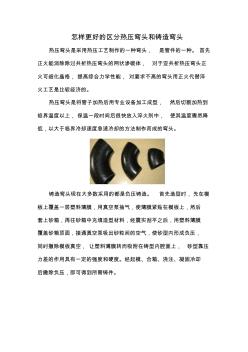 怎样更好的区分热压弯头和铸造弯头
怎样更好的区分热压弯头和铸造弯头
怎样更好的区分热压弯头和铸造弯头
怎样更好的区分热压弯头和铸造弯头 热压弯头是采用热压工艺制作的一种弯头, 是管件的一种。 首先 正火能消除除过共析热压弯头的网状渗碳体, 对于亚共析热压弯头正 火可细化晶格, 提高综合力学性能, 对要求不高的弯头用正火代替淬 火工艺是比较经济的。 热压弯头是将管子加热后用专业设备加工成型, 然后切割加热到 临界温度以上, 保温一段时间后很快放入淬火剂中, 使其温度骤然降 低,以大于临界冷却速度急速冷却的方法制作而成的弯头。 铸造弯头现在大多数采用的都是负压铸造。 首先造型时,先在模 板上覆盖一层塑料薄膜,用真空泵抽气,使薄膜紧贴在模板上,然后 套上砂箱,再往砂箱中充填造型材料,经震实刮平之后,用塑料薄膜 覆盖砂箱顶面,接通真空泵吸出砂粒间的空气,使砂型内形成负压, 同时撤除模板真空, 让塑料薄膜转而吸附在铸型内腔面上, 砂型靠压 力差的作用具有一定的强度和硬度。经起模、合箱、浇注、凝固冷却
 90°热压弯头工艺规程
90°热压弯头工艺规程
90°热压弯头工艺规程
编号: 90°热压弯头机械加工 工 艺 规 程 编制: 审核: 批准: 吉 林 昊 宇 电 气 股 份 有 限 公 司 年 月 日 吉林昊宇电气股份有限公司 工艺规程 文件编号 产 品 图 样 共 19页 第 1页 Φ 1 Φ 2 Φ2 Φ 吉林昊宇电气股份有限公司 工艺规程 文件编号 共 19页 第 2 页 工序 号 工序内容 车间 工艺装备名称及编号 设 备 胎(夹)具 量 具 1 划外轮廓线与 Φ1孔中心线 机加车间 划线台 角尺、钢板尺、划规 2 检查毛胚缺陷 机加车间 划线台 钢板尺、卷尺 3 上镗床、按轮廓线找正卡紧 机加车间 镗床 压板、螺栓组合 百分表 4 铣工件表面 机加车间 镗床 5 卸下工件,将上一道工序加工表面平放在工作台 按轮廓线找正卡紧 机加车间 镗床 压板、螺栓组合 钢板尺、划规 百分表 6 钻Φ孔 机加车间 镗床 7 镗Φ1孔 机加车间 镗床 卡尺、钢板尺
冷轧板卷本周西部主要市场冷轧板卷市场价格稳中有跌,其中重庆、西安市场稳定,其他市场均下跌,幅度50-120元/吨。重庆市场本周冷轧板卷成交表现较为疲软,但市场新资源到货不多,冷轧板卷主流售价稳定。现市场上1.0mm*1250*C St12冷轧板卷主流成交价在2300元/吨。近期重庆市场冷轧板卷资源以攀钢资源居多,其他钢厂资源较少。成都市场本周开市冷轧板卷价格下跌,市场成交不畅,部分商家订货积极性不高。目前,主流钢厂1.0mm冷卷在2280-2320元/吨均有报价,实际以低价位成交为主,预计短期本地市场冷轧板卷价格将以弱势下跌为主。昆明市场近期冷轧板卷新资源到货不多,目前市场流通资源以昆钢、攀钢为主,武钢也有部分资源,省外武汉、重庆等市场冷轧板卷售价低于昆明市场300-400元/吨,对昆明地区钢厂和贸易商形成较大销售压力。现阶段商家多谨慎观望,备货意愿不强,日均出货量仅在50-80吨。西安市场本周冷轧板卷价格总体下跌,市场成交平平,各钢厂新到资源正常。随着气温下降,下游终端采购量下降,后期市场价格缺乏需求支撑,预计短期内本地市场冷轧板卷价格将以弱势下跌为主。兰州市场近期冷轧板卷新资源到货不多,市场流通资源以酒钢、包钢资源为主,社会库存约在1万吨。终端市场需求延续低迷态势,贸易商整体出货表现清淡。省外天津、武汉、西安市场冷轧板卷价格远远低于兰州市场商家报价,本地钢厂和贸易商出货压力较大。目前兰州市场多数大户库存维持低位,按下游需求备货,日均成交量仅在50-80吨。预计后期本地市场价格或小幅下跌。乌鲁木齐市场近期终端需求逐渐减少,整个市场冷轧板卷差距冷清,市场主流售价下跌。据了解,近期市场上冷轧板卷资源仍以酒钢、八钢较为常见。近日来外围上海、兰州等市场1.0mm 冷轧板卷主流售价在2250元/吨、2500元/吨,短期内本地市场冷轧板卷价格或将弱势运行。截至本周五,西部六个主要市场1.0mm SPCC冷轧板卷平均价格价格是2543元/吨,较上周末下跌54元/吨。预计下周西部市场冷热板卷价格震荡运行。
热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。
热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。
成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
公司生产设备齐全,拥有推制弯头、热压弯头、热压三通、法兰等生产线共15条,各种生产设备300余套,中频推制、热压、冷成型、焊接、锻压、热处理、机加工等!
公司主要设计生产各种管件及管件生产的专用设备、装备,整体生产线。专业为化工、电力、冶金、石油生产特种,异径,承插,弯头、三通、四通、异径管、法兰、锻制管件等各种产品,以90度弯头、国标弯头、合金钢弯头、热压弯头为主。同时公司还是是国内首批研制生产涡街流量仪表的企业之一。公司专业生产涡街流量计、绝缘接头、绝缘法兰、过滤器、人孔等电厂石化管道工程配件、给排水产品,矿山冶炼配件等。