热风焊接法施工概述文献

 塑料热风焊接技术及应用
塑料热风焊接技术及应用
塑料热风焊接技术及应用
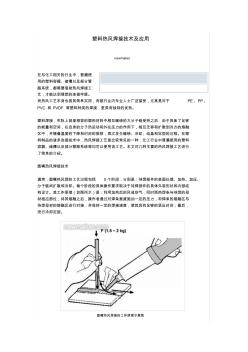
塑料热风焊接技术及应用 newmaker 在与化工相关的行业中,普遍使 用的塑料容器、储槽以及部分管 路系统,都需要借助热风焊接工 艺,才能达到理想的连接牢度。 而热风工艺本身也因其简单实用,而被行业内专业人士广泛接受,尤其是对于 PE、PP、 PVC 和 PVDF 等塑料种类的焊接,更具有独特的优势。 塑料焊接,实际上就是相容的塑料材料中相互缠绕的大分子链受热之后,由于具备了足够 的能量和空间,在自身的分子热运动和外在压力的作用下,相互迁移和扩散到对方的熔融 区中,并随着温度的下降和时间的推移,再次发生缠绕、冷却、结晶和定型的过程。在塑 料制品的诸多连接技术中,热风焊接工艺是比较常见的一种,化工行业中普遍使用的塑料 容器、储槽以及部分管路系统等均可以使用该工艺。本文对几种主要的热风焊接工艺进行 了简单的介绍。 圆嘴热风焊接技术 通常,圆嘴热风焊的工艺过程包括 5 个阶段,分别是:待焊部
 焊接法兰 (2)
焊接法兰 (2)
焊接法兰 (2)
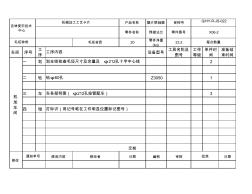
产品名称 膜片联轴器 受控号 零件名称 焊接法兰 零件图号 毛坯材质 20 零件净重 (kg) 23.2 车间 序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一 划 2 二 钻 Z3050 1 三 车 3 四 钳 修改内容 修改者 日期 编制 审核 日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号 批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及 φ212孔十字中心线 钻φ60孔 车各部符图( φ212孔按管配车) 机械加工工艺卡片 Q/HY-R-JS-022 X06-2 毛坯种类 每台数量 工令号 3 定额员 第 1 页 共 1 页