青瓷是最早的瓷器制品,始于夏商,成熟于东汉。龙泉窑是青瓷窑系的杰出代表。根据出土文物推断,龙泉区的青瓷烧造始烧于公元3世纪。据窑址考古调查判断,龙泉地区生产的青瓷至迟于唐、五代逐渐形成自身特征;北宋中期以后迅速发展,形成了考古学意义上的龙泉窑;至南宋登峰造极,元代迅猛扩张,明代早期持续繁荣;明代中后期至清代逐渐衰退,民国渐渐复苏,新国成立以后振兴繁荣。
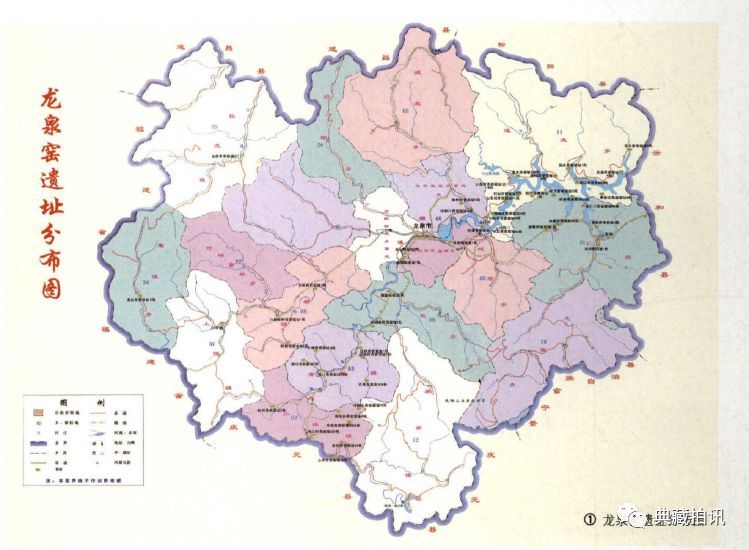
龙泉青瓷传统烧制技艺世代相传,至今约1700多年而未间断。龙泉古窑址(图1)共发现600多处,其中龙泉境内近400处。龙泉窑是中国陶瓷史上延续烧制历史最长、窑场数量最多、窑业规模最大、销售范围最广的青瓷名窑。历史上,龙泉青瓷随国际商贸和文化交流,流布于世界50多个国家和地区,在国内外具有广泛而深远的影响,在中国乃至世界陶瓷史上占有举足轻重的地位。
三国至五代:龙泉地区的早期青瓷生产
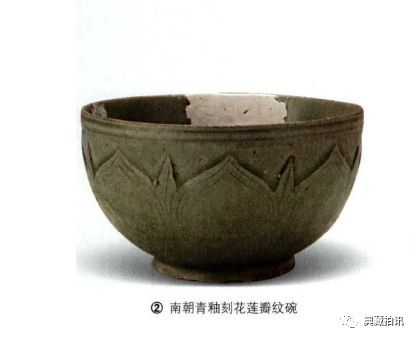
龙泉地区的青瓷与龙泉窑青瓷是两个概念。龙泉,地处浙江西南部的丽水地区,具有悠久的制瓷历史。20世纪六七十年代,在丽水、龙泉、松阳、遂昌等地的三国、两晋、南朝(图2)墓葬中出土了一批具有地方特色的青瓷。随着考古工作的开展与深入,一批隋、唐、五代时期的窑场也陆续被发现、发掘,重要的窑址有松阳县水井岭头隋唐时期窑址、丽水吕步坑唐代窑址、庆元县黄坛(唐属龙泉县)唐代窑址以及龙泉市安福大栗山五代窑址。
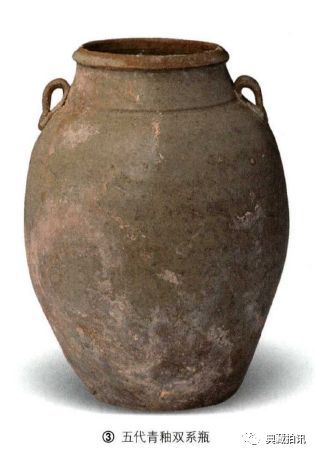
唐代丽水地区的窑业主要是受越窑、瓯窑与婺州窑的影响。唐中晚期黄坛窑址出土的部分器物釉色浅青,已隐约具有北宋淡青釉制品的样貌。五代时期,瓷业初具规模,制瓷技艺趋于成熟,在模仿越窑的同时,开始在胎釉上有所创新。龙泉安福窑址出土器物(图3)主要为四系罐、执壶等,胎色灰白,胎质较为细腻;釉色淡青,釉质干涩。这种淡青、泛白釉色不见于浙江其他窑场中,是龙泉地区原创制品,与淡青釉最为接近,可看作是北宋淡青釉瓷器的原型。
宋代:走向巅峰
北宋早中期:宋朝建立,结束了五代十国的分裂局面,开启了一个新的大一统时代。随着社会经济日益繁荣,制瓷业也得以迅速发展。从北宋中期开始,龙泉窑初具规模,开始成序列、批量烧制青瓷产品。这一时期龙泉窑的生产中心主要集中在金村一带。龙泉金沙塔塔基(977年)出土一件青瓷碗,为龙泉窑北宋早中期的产品提供了年代下限。
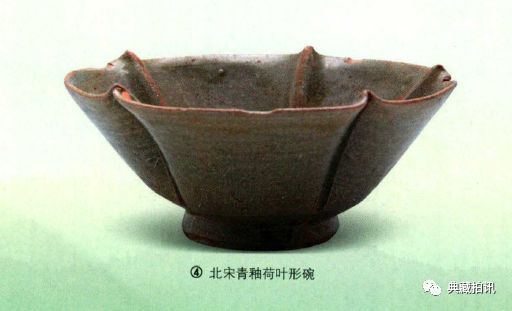


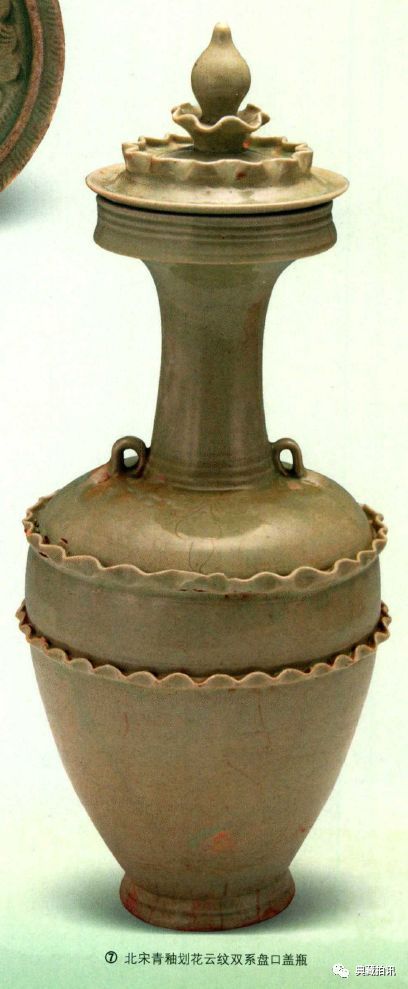
这一时期的龙泉窑制品以淡青釉瓷器为代表,形成了有别于其他窑口的鲜明特色。胎白质细、坚实匀称;器形规整,胎壁厚薄均匀,底部旋修光滑,圈足高而规整,制作精良。釉色淡青、釉层较薄、器底大多满釉,多采用垫圈支烧。坯体装饰以纤细刻划花为主,线条简洁、流畅,常见纹饰有莲瓣、牡丹、蕉叶等。以碗(图4)类器皿为大宗,也有盘、壶、瓶(图5)、罐等。多管瓶(以五管居多)(图6)是龙泉窑特色产品,系专为陪葬烧造的瓷器,常与带盖长颈瓶(图7)形成组合,不见于同时期浙江地区其他窑口。在造型上,保留了当地早期多角瓶的装饰风格,如捏塑水波纹、花蕾状器盖,同时又加人了当时流行的纹样题材和装饰手法,以刻划莲瓣纹最为常见。
北宋晚期:北宋晚期经济繁荣,市场对于瓷器的需求巨大,瓷业进入了一个快速发展时期。元祐七年(1092年),龙泉大溪治滩成功,为瓷器外运提供了极大的便利条件。在市场、运输等多方面积极因素促进下,龙泉地区窑场数量进一步增加,规模也相应扩大,除了在大窑和金村一带继续大量烧造外,东区大白岸等地也纷纷建立窑场,龙泉窑异军突起,取代了越窑的地位,成为南方青瓷的代表。
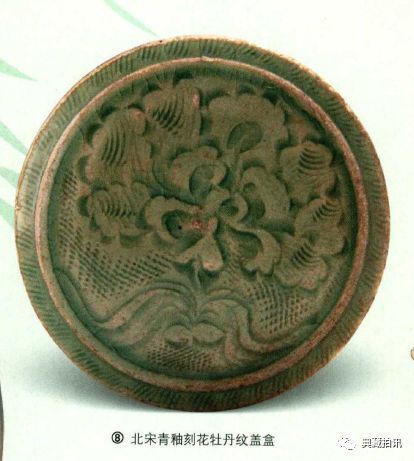
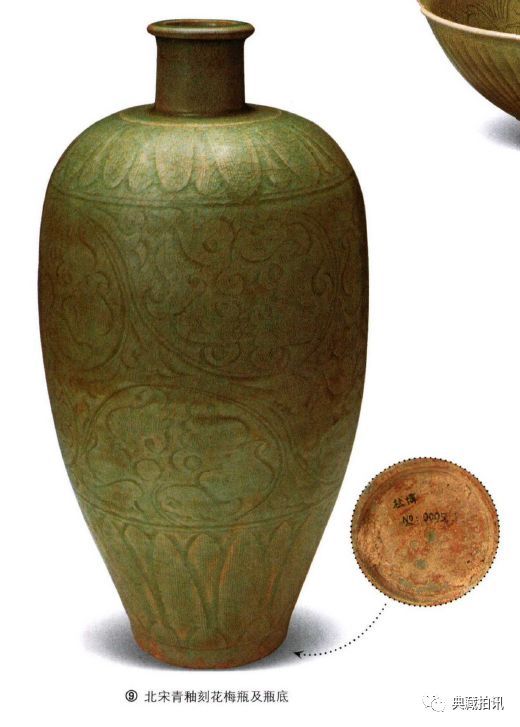
这一时期的产品风格较前发生了很大变化,以厚胎、薄釉、刻花装饰为特征(图8)。胎呈灰白色,胎质较粗疏,胎体较厚。釉为石灰釉,在高温作用下,粘度低,容易流动;釉层较薄,透明度高,光泽度强;釉色以青黄居多,质优者呈现翠青色。采用垫饼垫烧,将垫饼填满整个圈足的外底,圈足外底和边沿均不施釉。以各式碗、盘类器皿为大宗产品,同时也生产盒、壶、罐、瓶、炉等陈设与礼仪用瓷(图9)。

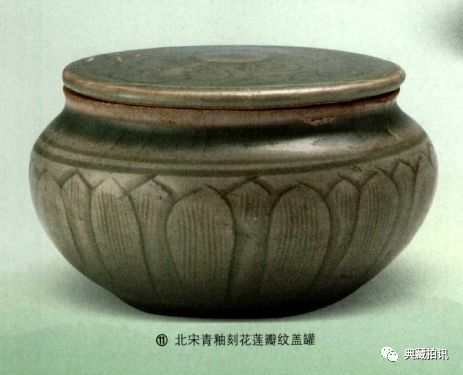
同时期耀州窑、定窑、临汝窑等许多中原窑场生产出广受欢迎的刻划、模印吉祥纹样的瓷器产品,引得各地窑场争相效仿,方兴未艾的龙泉窑也积极借鉴、利用这些装饰技法,烧制出了具有鲜明特色的优质产品。这一时期龙泉青瓷釉色透明,光泽度好,与刻花装饰相得益彰。针对不同的器型与装饰区域,刻花装饰也不尽相同。碗、盘类装饰盛行深刻浅划,双面刻划。外壁多刻斜直线,形似打开的折扇,形象地称折扇纹(图10);另一种外壁装饰为内填蓖纹的单层刻花莲瓣纹(图11)。内壁刻花装饰题材更为丰富,常见有荷花、缠枝牡丹、蕉叶纹、莲瓣纹、水波纹、云纹、波涛纹、蓖划纹与婴戏纹、鱼纹、禽鸟纹等,均为当时流行的吉祥纹样。纹样布局经历了一个由繁到简的过程,早期刻划满密,多使用蓖点纹、蓖线纹,后期的装饰纹样变得更灵动简约,线条流畅,疏密有致。
北宋晚期时,龙泉青瓷已进入了上层社会和官方的视野,部分成品还成为了“制样须索”的贡瓷。北宋末年庄季裕《鸡肋编》记载:“处州龙泉县,又出青瓷器,谓之秘色,钱氏所贡盖取于此。宣和中,禁庭制样须索,益加工巧。”南宋叶真《坦斋笔衡》记载“本朝以定州白瓷器有芒不堪用,遂命汝州造青瓷器,故河北、唐、邓、耀州悉有之,汝窑为魁。江南则处州龙泉县窑,质颇粗厚”。
南宋早期:两宋之际,政局动荡,战乱频仍,龙泉窑由于地处浙西南偏远山区,幸免战事。南宋定都临安之后,政局逐渐稳定,社会经济开始恢复发展,浙江瓷业格局延续了前期的发展态势。婺州窑、瓯窑相继衰落,越窑在南宋仍有烧造,但规模和产品质量与鼎盛时期已无法相比。而龙泉窑凭借着优越的自然条件、便利的水路运输和不断提高的烧造工艺,开始走上了通往巅峰的道路。这一时期的窑场不仅在大窑、金村一带分布密集,而且向石隆、溪口及东沿瓯江流域(包括支流)两岸延伸扩展,生产规模进一步扩大。


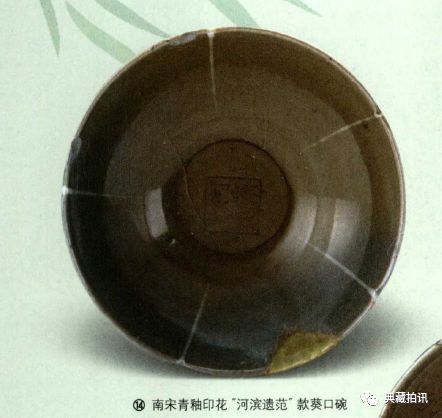
这一时期制品面貌发生了不少变化,属于厚胎薄釉向薄胎厚釉转型过渡时期。坯料仍用含铁量较高的瓷石,胎呈灰白色,胎质不够致密,有较多气孔,胎壁普遍比北宋晚期稍显厚重。釉仍是传统的石灰釉配方为主,由于较好地把握了产品火候和还原气氛,釉色多呈青绿(图12);釉质更纯净,薄而透明,有玻璃质感;同时在北宋晚期开始出现一部分具有乳浊效果的青瓷产品。刻划仍是主要装饰技法,装饰风格也趋向简约,刻划普遍使用“半刀泥”刻法,刀法精准流畅,纹饰简练。碗、盘类器物由内外壁双面刻划演变为内壁单面刻划(图13),纹样题材盛行莲荷纹。碗类出现“葵口出筋”装饰风格,并戳印有图章式文字,如“河滨遗范,,(图14)、“金玉满堂”等。继续使用泥饼垫烧法,器物圈足、外底露胎;坯件都用匣钵装烧,大大提高了产品质量。
南宋中晚期:公元1141年绍兴和议之后,宋金结束了长达十余年的战争状态,形成了南北对峙的局面,社会逐渐安定,经济日益繁荣。宋室南迁,带动全国政治经济文化中心南移,浙江随之成为了南宋统治的核心区域,这为龙泉窑走向巅峰创造了一个安定的社会历史条件。北方的烧瓷工艺也随着窑工的南迁,被龙泉窑所进一步吸收和借鉴。南宋中晚期,龙泉青瓷烧造技艺登峰造极,烧制出了中国古代青瓷装饰艺术至美代表的粉青和梅子青厚釉青瓷。这种厚釉青瓷主要包括白胎和黑胎两类,其中白胎青瓷是主流产品。无论白胎或是黑胎制品,其釉色均青翠纯净,质地晶莹润泽,这种玉质感的青瓷符合中国人比德于玉的文化价值取向、审美情趣和道德观,为士大夫和宫廷所钟爱。
白胎厚釉
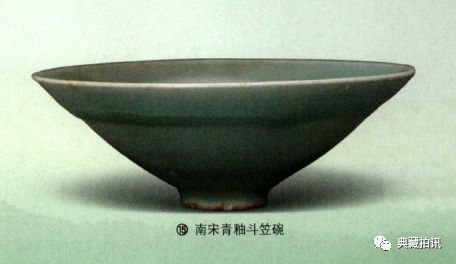
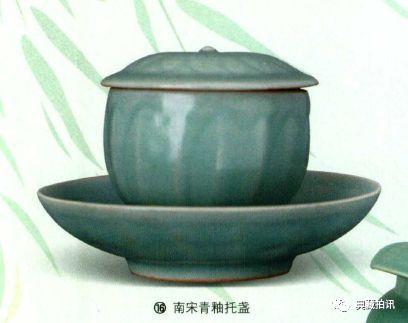
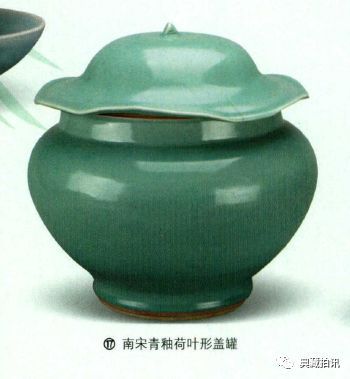
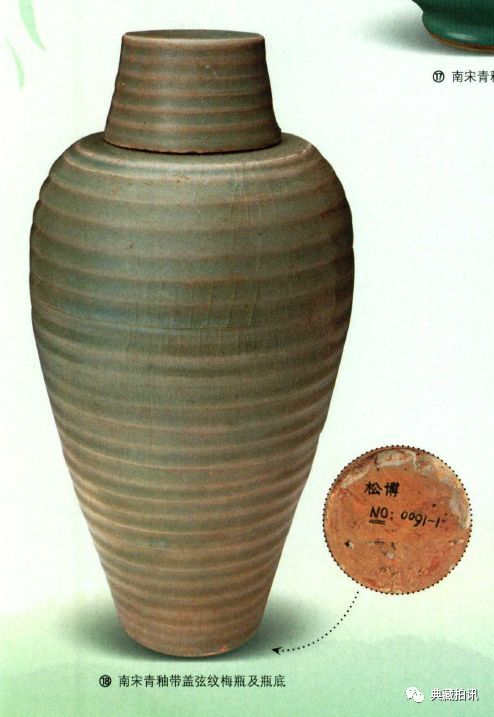
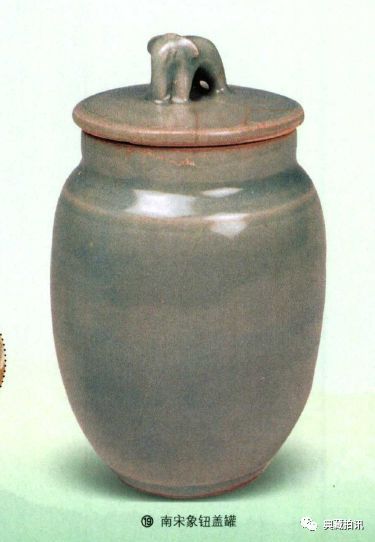
龙泉窑南宋薄胎厚釉瓷器出土十分丰富,除了窑址出土大批器物标本,南宋窖藏、墓葬、宫殿、官署遗址也多有出土。1991年四川遂宁窖藏出土大批南宋龙泉窑厚釉瓷器(图15-17),数量众多,制作精良,为世人瞩目。此外全国各地南宋纪年墓也多有出土,其中浙江最多(图18--20)。这些资料充分说明了龙泉青瓷逐渐成为国内外市场的高端、畅销产品,更多地承担着贡御瓷器的烧制。
白胎厚釉青瓷以大窑为烧造中心,遍布龙泉地区各个窑场,烧造规模大、数量多,质量普遍较高。这一类制品选择优质高铝瓷土作为坯料,使薄胎在高温下不易变形,器物造型变得轻盈秀美。在胎的配方中还掺加一定量紫金土,使胎呈现柔和的灰白色,使釉面显得更加纯净,增加了釉的美感。釉选用高钾的植物灰与石灰石烧炼,使钙比例下降,钾比例上升,石灰釉变为石灰碱釉,从而提高了釉的高温私度而减少流釉现象,釉层得以厚施。烧造时采用多次施釉焙烧技术,釉层更加丰厚。
石灰釉变为石灰碱釉是龙泉窑制瓷技术革命性转变,龙泉青瓷釉色、釉质之美完全得益于这种转变。石灰碱釉在1230℃左右的窑温中烧成时,釉的玻化程度较低,釉中分布着许多未熔石英颗粒、针状钙长石晶体和硅灰石析晶群以及因釉的黏度较高而未能逸出的气泡,釉层变得乳浊而不透明,使釉的外表呈现一种柔和淡雅的玉质感。釉料的改变使釉出现丰富多彩的青色,其中“粉青”和“梅子青”最能代表龙泉青瓷釉色之美。
早期的厚釉产品以粉青为主。成书于南宋开禧二年(1206年)的《云麓漫钞》记载:“青瓷器,皆云出自李王,号秘色,又云出钱王……今处之龙溪出者色粉青,越乃艾色。”晚期釉色逐渐趋于青绿,以梅子青釉最为优美。梅子青釉与粉青釉的化学成分相同。粉青釉是在中等强度还原以焰中烧成,釉中铁离子还原率相对较低;梅子青釉是在强还原焰中烧成,釉中铁离子被充分还原。梅子青釉的出现说明了制瓷工艺的改进和提高。在烧造过程中,由于烧成温度和气氛的不同,少数器物出了青黄、蟹黄、米黄等青黄色泽,曾有“黄龙泉”之称。
23南宋青釉弦纹搏式炉
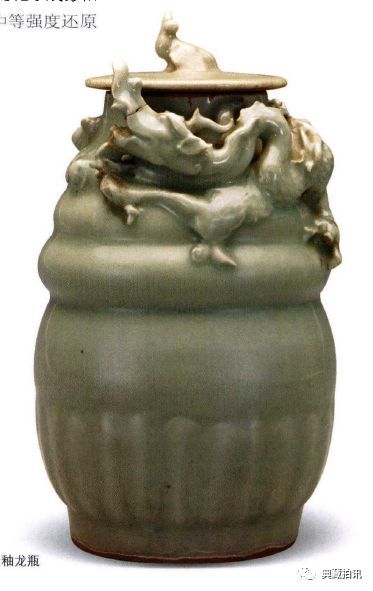
25南宋青釉龙瓶

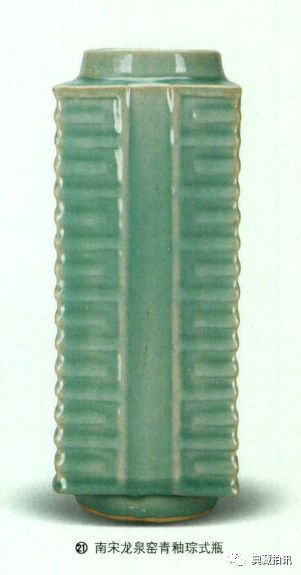
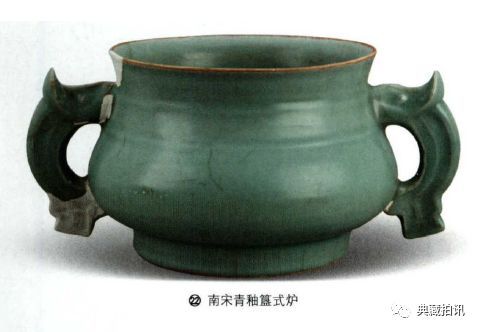
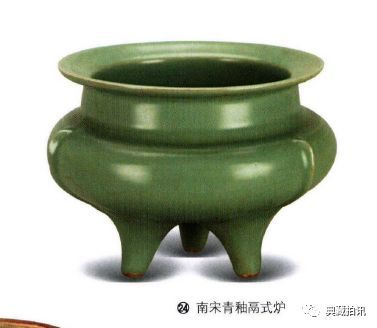
南宋龙泉青瓷大多光素无纹,追求釉色与造型和谐统一。清雅秀丽、青翠莹润的粉青、梅子青釉令人赞叹,把釉色和釉质美感发挥到了极致,同时龙泉青瓷造型艺术也达到了前所未有的高峰。宋代金石学油然兴起,“厚古薄今”的文化意趣表现在社会的各个领域,玉器、青铜器最为时人追捧。龙泉青瓷多以这些器物为蓝本,造型古雅,有模仿良堵文化玉琼造型的琼式瓶(图21),有模仿青铜器的簋式炉(图22)、樽式炉(图23)、鬲式炉(图24)等。造型注重坯体轮廓线的柔和、流畅,边角修饰的利落、简洁,使器物线条曲直有致,刚柔相济、古朴典雅。一些器物肩、腹部出现被称为“白痕出筋”的凸棱,这种装饰手法使釉色出现了浓淡不同的自然过渡,使器物显得更加立体。此外,与厚釉相适应的还有深刻、堆塑、模制等装饰手法。深刻手法多用于碗外壁装饰,以莲瓣纹居多。模制多用于制作各类瓶耳,常见有螭龙、摩羯、凤、鱼等祥瑞形象。雕塑、堆贴主要用于龙虎瓶(图25,26),把龙虎形象塑造得惟妙惟肖。这一时期采用垫饼烧造,垫饼由瓷土制作,垫在圈足端。底足刮釉露胎,由于二次氧化的作用,显露出火石红色,俗称“朱砂底”。在朱砂色底足边线的映衬下,单一青色釉制品有明快的红色,显得清新悦目。
黑胎厚釉
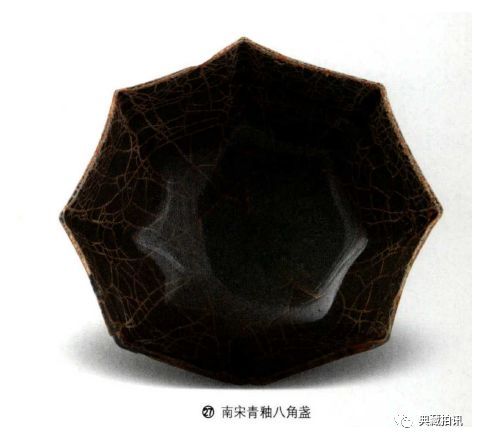
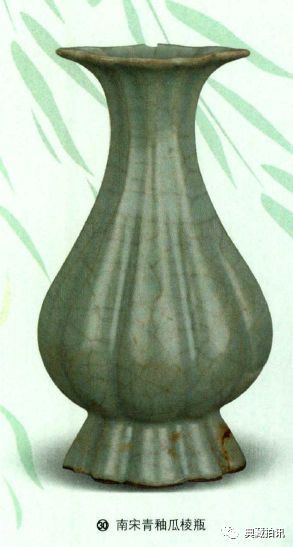
与白胎厚釉青瓷一样,黑胎厚釉青瓷的烧造中心同样在大窑地区,包括大窑、溪口、小梅、石隆,以及龙泉东区的张村等地也都烧造黑胎青瓷,烧造规模、数量都比较大。这类器物与南宋官窑有很多相似之处,且以大窑为核心的龙泉黑胎青瓷渊源有自,胎质、胎釉厚度、釉的呈色和装烧方式发展自成序列,根据大量考古资料及科学测试初步判断,龙泉的黑胎厚釉青瓷烧制技术很可能是南宋官窑的渊源所在,它以薄胎、厚釉、紫口铁足、釉面开片为特征,器类品种丰富多样,有碗、盘、盏,盒、壶、洗、瓶、盂、瓤、五管灯或豆形灯、各式香炉等(图27-30)。

黑胎青瓷胎骨坚薄,胎色黑灰,瓷胎中铁的含量高达3.5%--5.0%。由于器物口沿釉层较薄,在胎色衬托下略显紫色,而圈足底端无釉处在烧成后期冷却阶段经过二次氧化,呈现黑褐色,即“紫口铁足”。部分失败品的胎呈现砖红或浅黄色。黑胎青瓷釉层肥厚,有些制品釉的厚度甚至超过了胎的厚度。釉色青中泛灰,多数开有样貌不一的纹片。据开片裂纹疏密和形状不同,被称为冰裂纹、鱼子纹、百圾碎、蟹爪纹、牛毛纹及鳝血纹等(图31)。采用瓷土制作的浅盘式、扁平式或圆形的垫饼垫烧。同时,在大窑地区也发现一定数量的黑胎粉青不开片的青瓷产品。
黑胎青瓷“紫口铁足”与明清文献所称“哥窑”特征相符,宋应星也在《天工开物•陶埏》中明确指出哥窑烧造地点在龙泉县琉华山下,应该就是文献记载的宋代哥窑。而传世哥窑时代跨度比较大,许多器物的时代可以确定为元明时期,面貌亦比较庞杂,可能分属于不同的窑口,从目前龙泉地区的考古调查工作来看,部分产品亦当为龙泉生产。
元代至明早期:迅猛扩张
1271年元朝建立,1279年攻灭南宋。元朝政府十分重视手工业和商业,对外采取开放政策,极力发展经济贸易,而瓷器是最大宗的外贸产品,因此龙泉窑并未因为王朝更替而衰落,反而持续发展,日益壮大,成为当时规模最大的窑业中心。在巨大需求的刺激下,龙泉窑生产规模持续扩大,窑场沿欧江两岸向东扩展,除龙泉以及周边的庆元、云和、遂昌、松阳、丽水、缙云、武义、永嘉、泰顺、文成诸县外,向西则影响至福建、江西、广东等邻省,其分布范围之广,产量之大,为中国古代瓷业所罕见。据考古调查,元代龙泉窑窑址数量猛增,龙泉境内的窑址达310处,仅龙泉东区一地发现窑址218处,出现了“瓯江两岸,瓷窑林立,烟火相望,江上运瓷船舶往来如织”的空前盛况。
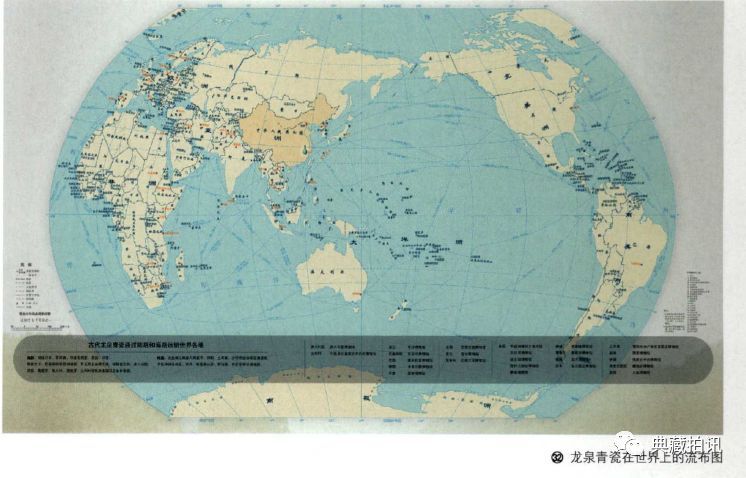
瓷器是元代对外贸易最主要、最大宗商品。据元代汪大渊《岛夷志略》中对瓷器输出的44个港口综合统计,龙泉青瓷占第一位,青白瓷占第二位。龙泉青瓷一跃成为世界性商品,流布范围之广居中国名瓷之首。龙泉青瓷沿瓯江顺流而下,在温州港、宁波港和泉州港装船起锚,驶向日本、朝鲜、东南亚、印度洋沿岸的波斯湾、阿拉伯海、红海以及东非沿岸,远销亚、非、欧三大洲许多国家和地区,迅猛扩张、走向世界的龙泉窑进入了繁荣兴旺、持续鼎盛的辉煌时期(图32)。

元代龙泉窑在大量生产普通民用瓷器和外销贸易瓷之外,也为宫廷生产过贡瓷。据《元史》卷74((祭祀三》记载:“中统(1260一1263年)以来杂金宋祭器而用之。至治初(1321年)始造新器于江浙行省,其旧器悉置几阁。”韩国新安海底沉船出水瓷器2万多件,其中有1万多件是龙泉青瓷,并有“使司帅府公用”铭龙泉青瓷盘(图33)出水。


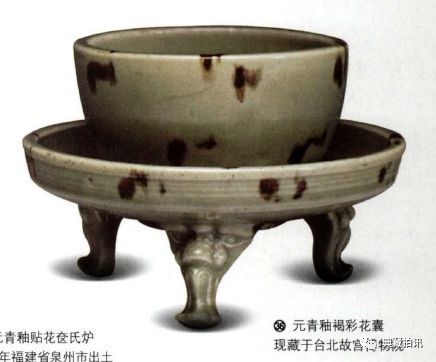

元代早期的龙泉青瓷制品与南宋晚期的相近。从元代中期开始,龙泉窑青瓷在造型和装饰风格上由南宋时期的纤巧隽永、清雅婉约变得雄浑敦厚、气势磅礴,形成鲜明的差异。这一时期龙泉青瓷造型规整、胎骨坚实、釉层纯净,质量上乘,是高档、畅销瓷器的代表。产品类型有碗、盘、壶、杯等日用瓷,同时也大量生产高品质的供器、香器、陈设瓷、文房用品等高档瓷器(图34--38),深受上层社会的喜爱。
这一时期的龙泉青瓷从原料配方到烧瓷工艺,从器物品类到装饰技法、纹样,在传承南宋工艺的基础上均有创新。在胎料方面,选用风化程度好的瓷石原料,坯泥的淘洗和练制比较精细。胎骨主要由“高岭—石英—绢云母”三元矿物组成,从而极大地提高了烧成的坚硬程度和抗变形能力,为成功烧制大型器物奠定了基础。这一时期龙泉青瓷的样貌特征可概括为厚胎厚釉。胎体厚重、坚硬致密,胎色较白或略带灰色;釉质肥厚清亮,呈色青绿。采用垫圈垫烧,在器物的圈足、外底部分不施釉,留有垫圈的痕迹,烧成后呈褚红色,俗称“火石红”。
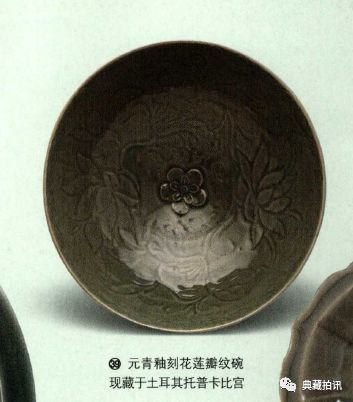

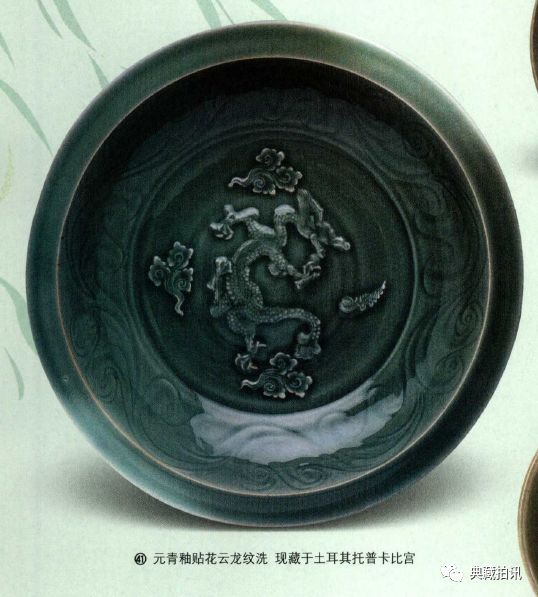


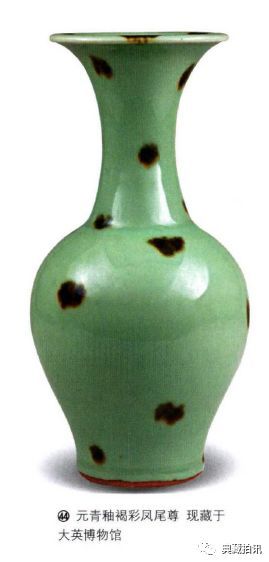

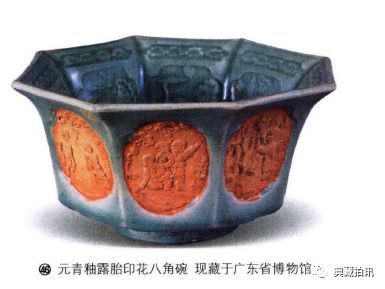
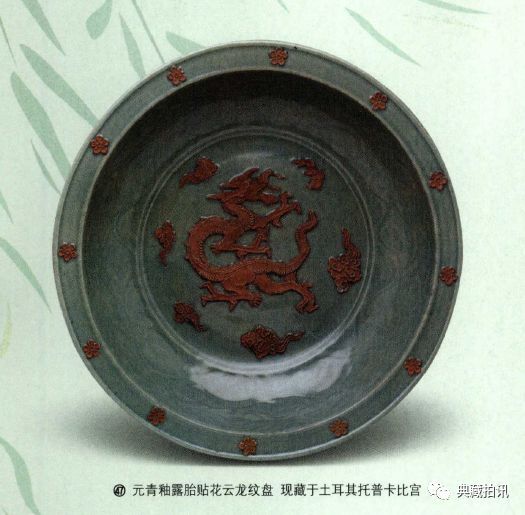
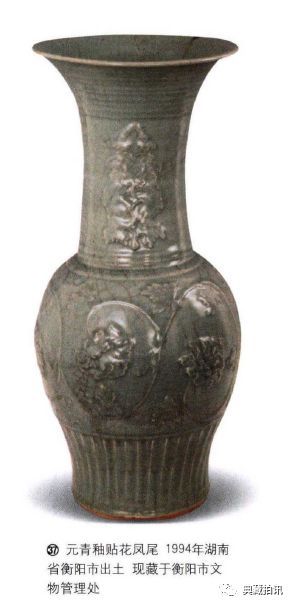
与厚重坚实的胎体、肥厚清亮的釉质、丰富多样的器型相适应,是刻划、模印、贴花、点彩、露胎等多种装饰技法的综合运用,根据不同的器物采取不同的装饰技法组合。刻花(图39)、模印(图40)、贴花(图41)以中国传统吉祥图案(图42)为主,同时为了迎合游牧民族和海外市场需求,出现了具有异域风情的纹样图案(图43)。点彩和露胎是瓷器装饰的传统技法,元代龙泉青瓷重新借鉴和使用。点彩(图44)是应用含铁量较高的紫金土在器物上点饰,经高温烧成后,釉面上呈现出褐黑色的晕散斑纹,与青釉相映成趣,颇有几分枯叶飘落碧水的孤寂之美。露胎装饰是龙泉青瓷富有特色的一种装饰语言,由于龙泉青瓷胎体中含有一定比例的紫金土,露胎处在烧成后期经过二次氧化,呈现出朱砂红或红褐色,和翠绿的釉色形成了鲜明对比,可分为露胎塑像(图45)、露胎印花(图46)和露胎贴花(图47)三种。在多元文化的背景下,元代龙泉窑博采众长,成为中国古代青瓷技艺集大成者。
明早期龙泉窑在烧造工艺和制品面貌上都沿袭了元代的方式和特点。根据大窑枫洞岩考古发现,洪武、永乐二朝,龙泉青瓷与景德镇瓷器一样同为御用瓷器。除了在国内高端市场占有重要席位之外,这一时期的龙泉青瓷仍是主要的外销瓷品种,以主角身份参与世界经贸和文化交流,其产品流布于世界50多个国家和地区。可以说,明早期龙泉窑是中国青瓷发展历史上最后的亮点。
据《大明会典•窑治•陶器》记载:洪武二十六年(1393年)定,凡烧造供用器皿等物,须定夺制样,计算人工物料。如果数多,起取人匠赴京,置窑兴工。或数少,行移饶、处等府烧造。”关于明代朝廷少量供用瓷器的“行移饶、处等府烧造”,据成化帝(明宪宗)于天顺八年(1464年)正月二十二发布的《即位诏》中令载:“江西饶州府、浙江处州府,见差内官在彼烧造瓷器,诏书到日,除已烧造完者照数起解,未完者悉皆停止。差委官员即便回京,违者罪之。”从文献可以推断,在洪武至天顺年间,处州的龙泉窑就和饶州的景德镇一样,为宫廷烧造“定夺样制”的“供用器皿”,且至少天顺年间还有“内官”(太监)监烧。
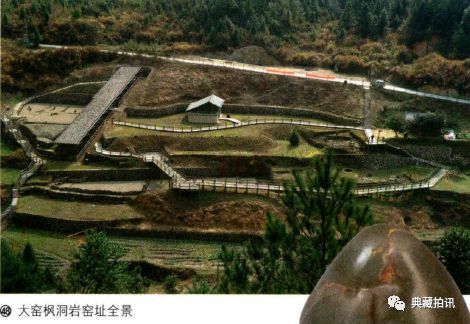
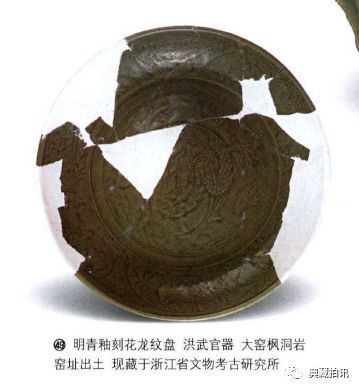
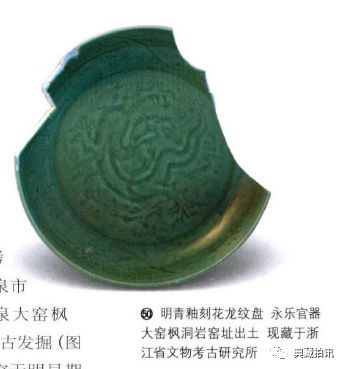
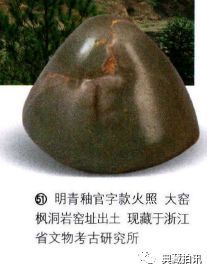
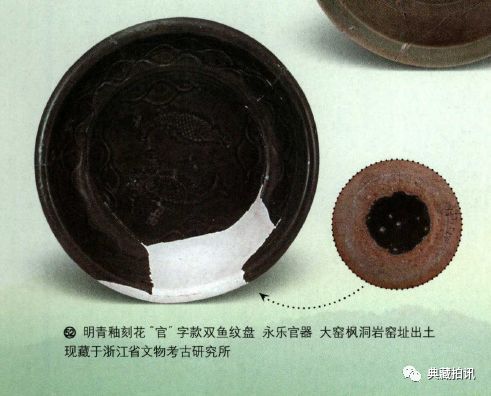
2006年9月到次年1月,浙江省文物考古研究所、北京人学考古文博学院和龙泉市博物馆联合对龙泉大窑枫洞岩遗址进行了考古发掘(图48),证实了龙泉窑于明早期烧造贡御瓷器的历史。此次发掘面积1600平方米,除窑炉遗迹外,还出土了碗、钵、盆、五爪龙纹盘残件(图49,50)、“顾氏”印纹碗、刻铭文窑具等。其中,在大窑龙泉窑枫洞岩遗址发掘出土了刻有“官”字款的圆锥形火照(图51)等一些窑具,还出土了一件永乐时期刻花海涛双鱼纹“官”字洗(图52),外底刻有一个“官”字,表明其为官器。同时发掘出土的一件垫托上划写“三样三个花;三样三个,内花一个;二样三个花;四样二个花;二样碗五个花”等文字。景德镇珠山遗址也发掘出土了不少类似标本,如“四十九号十八样”“十一号十二年样”“二十年戊七十号”“五十七年样”等,这说明两处窑场烧造产品是有“样”可依,都是根据朝廷颁布的官样烧造,因而明早期的龙泉官器在器物造型和纹样题材方面与景德镇生产的御用青花瓷器几乎一样。
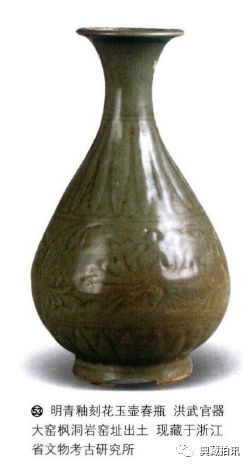
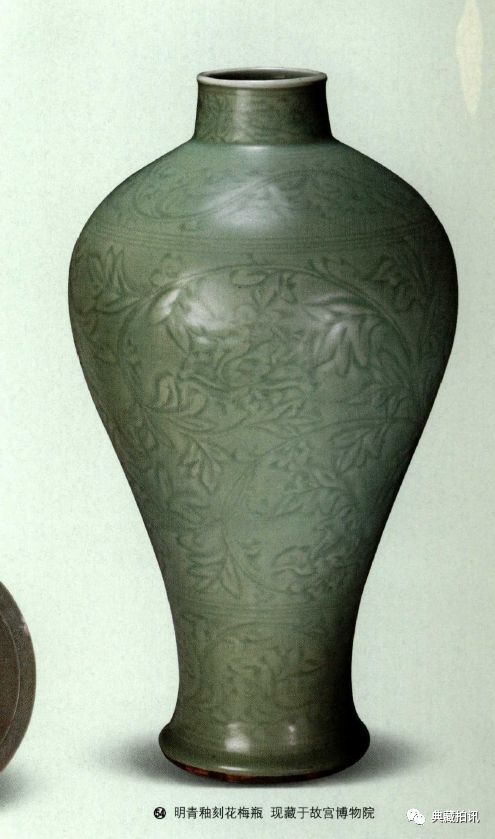
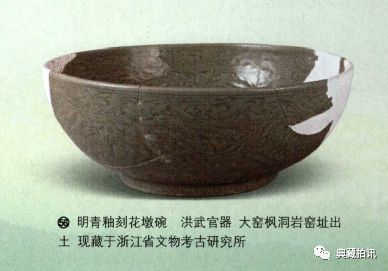
明洪武、永乐时期龙泉官器的主要器型有玉壶春瓶(图53)、梅瓶(图54)、执壶(图55)、大墩碗(图56)、折沿盘(图57)等。盘、墩碗、梅瓶的胎都比较厚,玉壶春瓶、执壶、小碗、菊瓣纹碗的胎却比较薄。胎色较白,少数白中泛灰,胎质比较细腻。多次施釉,从断面看,以施三层釉为多,但一些器物内壁釉较薄,一般只施一层釉。釉色均匀莹润,质感成熟沉稳,以梅子青为主基调,也有粉青、灰青,少数呈黄色。每一类都分素面无纹与刻花两种,花纹相同的器型规格也基本一致。除梅瓶、玉壶春瓶、执壶等器型削足垫烧外,大部分裹足施釉,外底部挂掉一圈釉,用来垫支具。

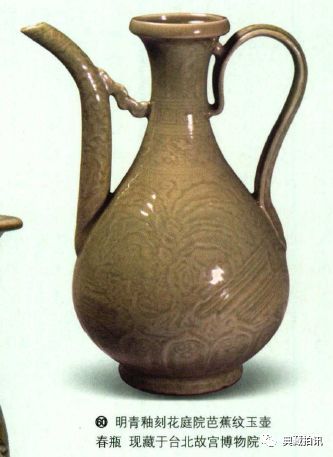
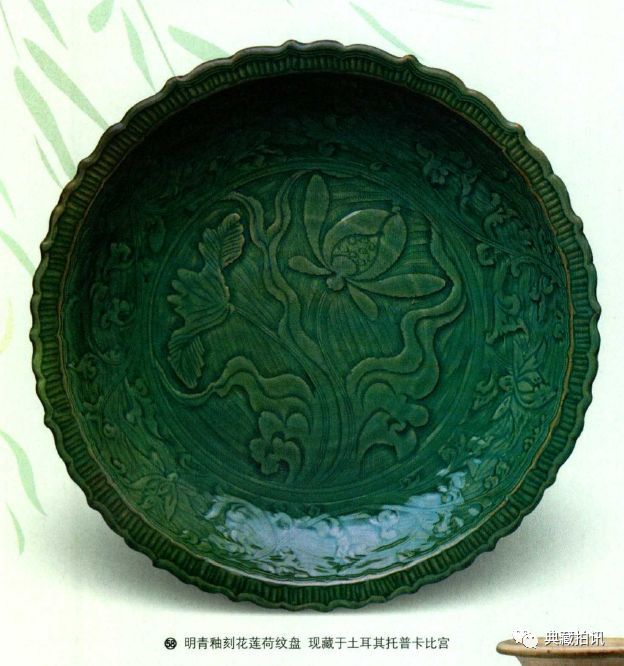
明初龙泉官器盛行胎装饰和釉装饰两种方法。胎装饰用刻花技法,题材除五爪龙纹外,多为植物花果,有牡丹、菊花、山茶、莲、月季、芍药、芙蓉等观赏花卉(图58),有桃子、石榴、荔枝、樱桃、葡萄、琵琶、林檎等鲜美果实(图59),又有松、竹、梅、芭蕉等与湖石组合的庭园小景(图60),寓意祥瑞美好。刻花刀法娴熟、做工精细、线条流畅,具有很高的艺术表现力。
明中后期至今:从衰徽到复兴
从成化时期开始,龙泉窑不再为宫廷生产御用瓷器。明嘉靖四十年(1561年)《浙江通志》卷8《地理志•处州》记载:“价高而微课逐厚,自后器之出于琉田者,已麄(cu)陋利微,而课额不减,民甚病焉。”乾隆二十七年(1762年)修((龙泉县志》也说:“明正统时顾仕成所制者,已不及生二章远甚,化治以后质粗色恶,难充雅玩矣。”这一时期中国瓷业格局发生了很大变化,景德镇一家独大,成为了生产规模最大、产品质量最高的窑场,为宫廷生产御用瓷器的官窑也设立于此。其生产的青花瓷成为国内外市场的主流产品,其他新颖瓷器制品也广受欢迎。由于多方面的原因,明中晚期龙泉青瓷逐渐退居次要地位,生产规模开始逐渐缩小。
清代龙泉窑烧造的规模进一步缩小,仅零星几处烧造,至今尚存清代窑址11处,以孙坑窑址为代表。孙坑窑约于乾隆中期开始烧制,一直延续至清末光绪、宣统年间,孙坑范氏祖给、祖裘兄弟烧制青瓷名噪一时。其产品有瓶、盘、缸、壶、炉、笔筒、高足茶盏等,以陈设瓷居多。古玩界曾在浙江嘉兴的乍浦港口发现了类似龙泉窑特征的产品,称“乍浦龙泉”。经调查这些产品皆出自龙泉窑的孙坑窑址。故宫收藏刻有“植碧殿大王弟子江崇义拜。大清光绪十九年”铭文的青釉刻划瓶。江氏为孙坑村民姓氏之一,植碧殿离孙坑村仅3公里距离,此件作品当为范氏经营的孙坑窑产品。另外,清早期庆元县的许氏在竹口、新窑一带烧制青瓷,其产品有藏于浙江省博物馆,有“康熙丙子秋月吉旦,竹口许门吴氏……"等铭文为证。可见,清代龙泉窑业虽然处于衰落状态,但生产仍在继续,并为民国时期的复苏保留了火种。
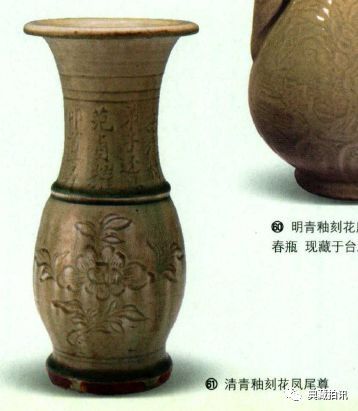
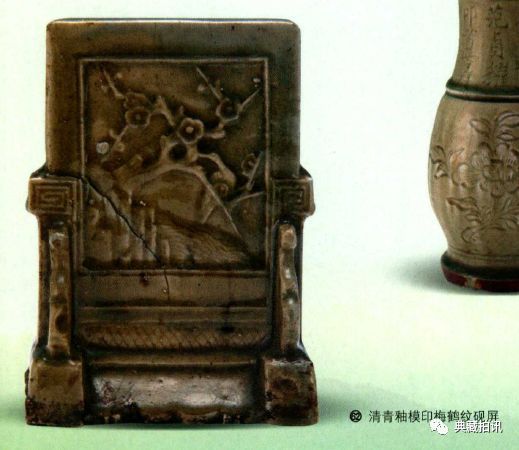
清代龙泉青瓷制品分为三类,一类是善男信女为寺庙订烧贡器(图61),如炉、瓶、烛台等,这些器物大多制作精良,并刻上供奉者的姓名;另一类是为提高生活品位,美化生活用的器物(图62),如各种瓶、罐、壶、筒、灯等;还有一类是普通百姓生活日用产品,如碗、盘等。从产品结构来看,陈设瓷所占的份额较大,这说明即使在龙泉青瓷衰退的清代,老百姓对龙泉青瓷还有较高的认同。

这一时期龙泉窑制品的特征是:坯胎厚重,胎质疏松,胎色灰白或呈朱砂色;釉色偏黄泛灰,釉层淡薄、透明,施釉不均,有的釉面开纹片;装饰多采用刻划、镂空等技法,有阴刻、阳刻,刻划艺术效果一般。纹样以花卉题材为主,有梅、兰、竹、菊、牡丹、荷叶、莲瓣等,也有龙、鱼、八卦、鼓钉、宝珠、几何纹等。至清末,虽然只有少数窑坊制作青瓷,但龙泉青瓷仍艰难维系,一脉相承。
清末民国初期,根据徐渊若《哥窑与弟窑》记载:“大约在光绪二十年(1894年)前后,德国传教士奔德在龙泉购地垦种,发现古瓷,流传国外,始引起各注意。”其后,外国商人来龙泉搜集青瓷,国内大批古董商纷至沓来,由此引发了龙泉盗掘窑址、古墓之风。与此同时,龙泉当地研制仿古青瓷之风大盛,据1925年瓷业改良工场制定的《瓷业改良工场改进计划书》提出:“宋代哥窑遗器,中外视为至宝,确有不堪磨灭之优点,宜研究仿造,以发扬国产。”
除官方工场外,一大批民间制瓷艺人从事仿古青瓷制作。至民国初期,县城廖献忠仿古制品几可乱真。宝溪乡陈佐汉、张高礼、张高乐、李君义以及龚庆芳、龚庆靖、龚庆平兄弟,八都昊兰亭、吴庆麟、蒋建寅、黄观光,木岱口徐子聪等亦仿制古青瓷。民国时期烧制的仿古青瓷以南宋青瓷为典范,能烧制出釉色沉稳、纯净莹润的青瓷,好的作品可与南宋青瓷相媲美,进入官方视野,走出国门争得荣誉。民国24年(1935年),龙泉宝溪乡副乡长陈佐汉曾将仿制的“牡丹瓶”“凤耳瓶”“青瓷龟”(图63)等70余件青瓷作品邮寄至国民政府实业部请功,获蒋介石题赠“艺精陶旊”匾。龙泉青瓷作品参加巴拿马费城万国博览会获得特优奖。这一时期的青瓷产品主要有瓷龟、龙虎瓶、白菜瓶、弦纹瓶、双耳瓶、梅瓶、壶、鬲式炉、鼎式炉、双鱼耳炉、蟾蜍、葵口盘等。釉为乳浊厚釉,粉青、梅子青呈色纯正。龙泉瓷业的工匠们以南宋器型和釉色为目标,为传统青瓷的技艺传承做出了不懈努力,所产龙泉青瓷能做到“追步哥窑、媲美章生”,与真品“颇可混珠”,应视为民国时期龙泉青瓷传承之要举。新中国成立以后,龙泉瓷业得以恢复规模化生产。至今,龙泉窑的传承发展步入一个新的里程,再次走向辉煌。
来源:古玩元素网

 某污水处理厂给排水设备安装方案
某污水处理厂给排水设备安装方案

 住宅工程给排水设备安装监理细则
住宅工程给排水设备安装监理细则