熔化极活性气体保护焊文献

 双丝熔化极气体保护焊
双丝熔化极气体保护焊
双丝熔化极气体保护焊
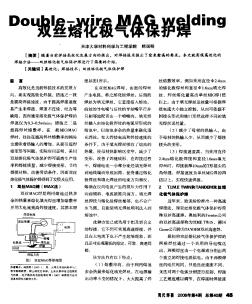
双丝熔化极气体保护焊——随着当前焊接高效化发展方向的提出,对焊接技术提出了愈来愈高的要求。本文就实现高效化的焊接方法—— 双丝熔化极气体保护焊进行了简要的介绍。
 熔化极活性气体保护焊在压力容器制造中的试验分析
熔化极活性气体保护焊在压力容器制造中的试验分析
熔化极活性气体保护焊在压力容器制造中的试验分析
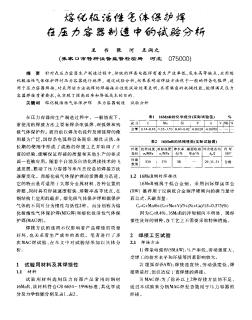
熔化极活性气体保护焊在压力容器制造中的试验分析——针对在压力容器生产制造过程中.传统的焊条电弧焊有着生产效率低、成本高等缺点.应用熔化极活性气体保护焊对压力容器进行施焊。通过试验分析,结果表明该焊接方法优于一般的焊条电弧焊,适用于压力容器焊接...