前言
主要名词符号对照表
绪论
一、焊接过程的物理本质
二、本教材论述的对象及内容
三、学习本教材的目的、要求及方法
思考题
第一章 焊接区温度的变化
第一节 焊接热源
一、常用的焊接热源
二、焊接热源的主要特征
三、焊接过程的热效率
第二节 焊接温度场
一、焊接温度场的概念
二、影响焊接温度场的因素
第三节 焊接热循环
一、焊接热循环的基本概念
二、焊接热循环的基本参数
三、多层焊的焊接热循环
四、影响焊接热循环的基本因素及调整焊接热循环的方法
思考题
第二章 焊接化学冶金过程
第一节 焊缝金属的构成
一、焊条的加热与熔化
二、母材的熔化与熔池
三、焊缝金属的熔合比
第二节 焊接化学冶金过程的特点
一、焊接时的焊缝金属保护
二、焊接化学冶金反应区
三、焊接参数与焊接化学冶金的关系
四、焊接化学冶金系统及其不平衡性
第三节 焊接熔渣
一、熔渣的作用、成分和分类
二、熔渣的结构理论
三、熔渣的碱度
四、焊接熔渣的物理性能
第四节 氢、氮对熔池金属的作用
一、焊接区内气体的来源与组成
二、氢对熔池金属的作用
三、氮对熔池金属的作用
第五节 焊缝金属的氧化与还原
一、气相对焊缝金属的氧化
二、熔渣对焊缝金属的氧化
三、焊缝金属的脱氧
第六节 焊缝金属的脱硫、脱磷
一、焊缝金属的脱硫
二、焊缝金属的的脱磷
第七节 焊缝金属的合金化
一、焊缝金属合金化的目的
二、焊缝金属合金化的方式
三、合金元素的过渡系数及影响因素
思考题
第三章 焊接接头的组织与性能
第一节 熔池的凝固与焊缝金属的固态相变
一、熔池的凝固
二、焊缝金属的化学不均匀性
三、焊缝金属的固态相变
四、焊缝组织与性能的改善
第二节 焊接熔合区的特征
一、熔合区形成的原因
二、熔合区的宽度
三、熔合区的不均匀性
第三节 焊接热影响区
一、焊接热影响区组织变化的特点
二、焊接热影响区的组织
三、焊接热影响区的性能
思考题
第四章 焊接冶金缺陷
第一节 焊缝中的气孔
一、气孔的分布特征与产生原因
二、气孔形成的过程与影响因素
第二节 焊缝中的夹杂物
一、夹杂物的各类及危害
二、防止焊缝中的夹杂物的措施
第三节 焊接裂纹的分类及其基本特征
一、焊接裂纹的危害
二、焊接裂纹的分类
第四节 焊接热裂纹
一、焊缝中的结晶裂纹
二、热影响区液化裂纹
第五节 焊接冷裂纹
一、冷裂纹的特征
二、形成冷裂纹的基本因素及其作用
三、防止冷裂纹的措施
第六节 其它焊接裂纹
一、消除应力裂纹
二、层状撕裂
思考题
第五章 焊接材料
第一节 焊条
一、焊条的分类
二、焊条的型号与牌号
三、焊芯
四、焊条药皮
五、焊条的工艺性能
六、典型焊条的冶金性能分析
七、焊条的设计与制造
第二节 焊丝
一、焊丝的分类
二、实芯钢焊丝
三、药芯焊丝
第三节 焊剂
一、焊剂的分类
二、焊剂的型号和牌号
三、对焊剂的要求
四、常用焊剂的性能及用途
第四节 焊接材料的发展
一、焊条的发展
二、焊丝的发展
三、焊剂的发展
思考题
第六章 金属的焊接性及其评定
第一节 金属的焊接性
一、金属焊接性的概念
二、影响焊接性的因素
三、评定焊接性的程序
第二节 分析金属的焊接性的方法
一、利用化学成分分析
二、利用CCT图分析
三、利用材料的物理性能分析
四、利用材料的化学性能分析
第三节 金属焊接性试验
一、焊接性试验的内容
二、焊接性试验方法分类
三、焊接性试验方法的选择原则
第四节 常用的焊接性试验方法
一、斜Y形坡口焊接裂纹试验方法
二、焊接热影响区最高硬度试验方法
三、插销试验
四、其它试验方法
思考题
第七章 合金结构钢的焊接
第一节 合金结构钢概述
一、高强度钢
二、专业用钢
第二节 热轧及正火钢的焊接
一、热轧及正火钢的性能特点
二、热轧及正火钢的焊接性分析
第三节 低碳调质钢的焊接
一、合金结构钢的成分、组织与性能
二、低碳调质钢的焊接分析
三、低碳调质钢的焊接工艺
第四节 中碳调质钢的焊接
一、中碳调质钢的钢种、成分和性能
二、中碳调质钢的焊接性分析
三、中碳调质钢的焊接工艺要点
第五节 珠光体耐热钢的焊接
一、珠光体耐热钢的成分与性能特点
二、珠光体耐热钢的焊接工艺
第六节 低温用钢的焊接
一、对低温用钢的要求
二、低温用钢的牌号、成分及性能特点
三、低温用钢的焊接性分析与焊接工艺要点
第七节 低合金耐蚀钢的焊接
一、耐候钢、耐海水腐蚀用低合金钢的焊接
二、耐石油腐蚀低合金钢的焊接
思考题
附录A GB/T5118-1995中焊条型号后缀字母代表的合金系统及成分
附录B 钼及铬钼钢焊条牌号中主要化学成分等级表示法
附录C GB/T983-1995不锈钢焊条型号划分
第八章 不锈钢、耐热钢的焊接
第一节 不锈钢、耐热钢的类型及性能特点
一、不锈钢、耐热钢的类型
二、不锈钢的耐蚀性
三、耐热钢的高温性能
四、不锈钢与耐热钢的物理性能及力学性能
第二节 奥氏体钢、双相钢的焊接
一、奥氏体钢的焊接性
二、双相不锈钢的性能与焊接性特点
三、奥氏体钢、双相钢的焊接工艺
第三节 马氏体钢、铁素体钢的焊接
一、马氏体钢的焊接
二、铁素体钢的焊接
第四节 珠光体钢与奥氏体钢的焊接
一、珠光体钢与奥氏体钢焊接的焊接性
二、焊接材料的选用
三、焊接工艺要点
四、不锈复合钢板的焊接
五、焊接实例
思考题
附录 不锈钢焊条新旧型号对照表
第九章 铸铁的焊接
第一节 铸铁的分类及性能
一、铸铁的种类、成分及性能特点
二、铸铁的石墨化
第二节 灰铸铁的焊接性
一、焊接接头的白口组织
二、焊接接头裂纹
第三节 灰铸铁的焊接工艺
一、同质焊缝的焊条电弧焊
二、异质(非铸铁)焊缝的焊条电弧冷焊
三、灰铸铁气焊工艺
四、灰铸铁的钎焊
第四节 球墨铸铁的焊接
一、球墨铸铁的焊接性
二、球墨铸铁的焊接工艺
思考题
附录A GB10044-88《铸铁焊条及焊丝》中焊条型号划分方法
附录B 铸铁焊条牌号划分方法
第十章 常用有色金属的焊接
第一节 概述
一、铝及铝合金的性能和分类
二、铜及铜合金的分类及性能特点
第二节 铝及铝合金的焊接
一、铝及铝合金的焊接性特点
二、焊接方法的选择
三、焊接材料的选择
四、焊前准备及焊后清理
五、铝及铝合金的焊接工艺要点
第三节 铜及铜合金的焊接
一、铜及铜合金的焊接性
二、铜及铜合金的焊接工艺简介
思考题
参考文献2100433B

 《熔焊原理及金属材料焊接》教案
《熔焊原理及金属材料焊接》教案
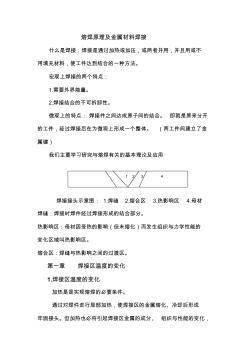 熔焊原理及金属材料焊接
熔焊原理及金属材料焊接