熔金工艺文献

 铝合金工艺
铝合金工艺
铝合金工艺
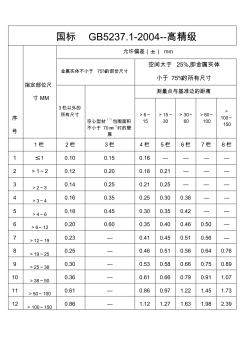
国标 GB5237.1-2004--高精级 序 号 指定部位尺 寸 MM 允许偏差(±) mm 金属实体不小于 75%的部份尺寸 空间大于 25%,即金属实体 小于 75%的所有尺寸 3栏以外的 所有尺寸 空心型材 (1) 包围面积 不小于 70㎜ 2时的壁 厚 测量点与基准边的距离 >6~ 15 >15~ 30 >30~ 60 >60~ 100 > 100~ 150 1 栏 2栏 3栏 4栏 5栏 6栏 7栏 8栏 1 ≤1 0.10 0.15 0.16 — — — — 2 >1~2 0.12 0.20 0.18 0.21 — — — 3 >2~3 0.14 0.25 0.21 0.25 — — — 4 >3~4 0.16 0.35 0.25 0.30 0.38 — — 5 >4~6 0.18 0.45 0.30 0.35 0.42 — — 6 >6~12 0.20 0.60 0.35
 贴金工艺施工工艺
贴金工艺施工工艺
贴金工艺施工工艺
贴金工艺施工工艺 贴金有两种操作方法:一是古建筑作法,二是农村传统作法。 1.古建筑贴金操作程序 刷金胶油→贴金→扣油→罩油 2.操作要点 2.1 刷金胶油:金胶油是由浓光油加酌量 "糊粉 "(定儿粉经炒后除潮为名糊粉)配成, 专作贴金底油之用。以筷子笔(用筷子削成)蘸金胶油涂布于贴金处,油质要好,涂布宽狭 要整齐,厚薄要均匀、不流挂、不皱皮。彩画贴金宜涂两道金胶油,框线、云盘线、三花寿 带、挂落、套环等贴金,均涂一道金胶油。 2.2 贴金 当金胶油将干未干时,将金箔撕成或剪成需要尺寸,以金夹子(竹片制成)夹起金箔, 轻轻粘贴于金胶油上,再以棉花揉压平伏。如遇花活,可用 "金肘子(用柔软羊毛制成的羊 毛刷子,也可用大羊毛笔剪成平头形)肘金,即在花活的线脚凹陷处,细心地将金箔粘贴密 实。 2.3 扣油 金贴好后,用油拴扣原色油一道(金上不着油,称之扣油) 。如金钱不直时,可用色油 找直(镶直