塞焊缝文献

 埋件穿孔塞焊焊接工艺要求
埋件穿孔塞焊焊接工艺要求
埋件穿孔塞焊焊接工艺要求
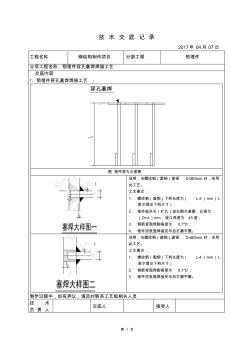
第 1 页 技 术 交 底 记 录 2017年 04月 07日 工程名称 钢结构制作项目 分部工程 预埋件 分项工程名称:预埋件穿孔塞焊焊接工艺 交底内容 1、预埋件穿孔塞焊焊接工艺 : 穿孔塞焊 图 埋件穿孔示意图 说明:当螺纹钢(圆钢)直径 D≥20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-2)mm( L 表示理论下料尺寸); 2. 埋件板开孔(扩孔)如左图示意图,孔径为 (D+4)mm,坡口角度为 45度; 3. 钢筋背面焊脚高度为 0.7*D; 4. 埋件顶表面焊接完毕后打磨平整。 说明:当螺纹钢(圆钢)直径 D≤20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-4)mm( L 表示理论下料尺寸); 2. 钢筋背面焊脚高度为 0.7*D; 3. 埋件顶表面焊接完毕后打磨平整。 制作过程中,如有异议,请及时联系工艺组相关
 陶瓷压机主缸活塞杆焊缝断裂分析
陶瓷压机主缸活塞杆焊缝断裂分析
陶瓷压机主缸活塞杆焊缝断裂分析
简要介绍了陶瓷压机主缸的结构和工作原理。从设计、材料、焊缝质量3个因素进行分析,运用光谱对原材料质量进行确认,使用无损检测方法对活塞杆对接焊缝进行检测,总结分析出对接焊缝断裂的原因,提出了解决问题的方法,并应用新焊接方法进行施焊,采用无损检测方法进行复查,证明了新焊接方法的合理性和正确性。