生产线控制系统文献

 包装生产线控制系统设计
包装生产线控制系统设计
包装生产线控制系统设计
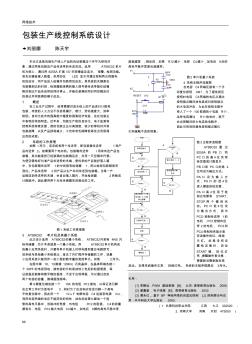
网络技术 66 包装生产线控制系统设计 ◆刘丽娜 陈天宇 本论文选取包装生产线上产品的自动装箱这个环节为研究对 象,通过两条包装及产品传送带的传送完成。选用 AT89C52单片 机为核心,通过用 8255A 扩展 I/O 实现键盘及显示、 报警、检测功能。 首先在键盘输入数值,采用四位 LED 显示并通过控制两台伺服电 机的运动,将产品送入纸箱并包装然后运走。其系统的关键是在 包装箱到达的时刻,检测器能准确的输入信号使传送带能在纸箱 刚好到达产品传送带的同时停止,并能在装满的同时将空箱及时 的到达并将装满的箱子运走。 1 概述 在工业生产过程中,经常需要对流水线上的产品进行计数和 包装,传统的人工方法不仅容易漏计、错计、劳动强度大、效率 较低。自动化技术的提高能大幅度的提高经济效益,这在包装业 中表现的特别明显。近年来,包装生产线的自动化、电子监测和 控制系统持续发展,使的包
 OCKWELL汽车总装生产线控制系统
OCKWELL汽车总装生产线控制系统
OCKWELL汽车总装生产线控制系统
OCKWELL 汽车总装生产线控制系统 一、引言 DeviceNet 现场总线是世界一流的自动化控制和信息解决方案供应商 — —美国罗克韦尔自动化( RockwellAutomation )公司推出的最优的工业控制网 络技术——NetLinx 的底层网络。 DeviceNet 具有开放、低价、可靠、高效的优 点,特别适合于高实时性要求的工业现场的底层控制。 DeviceNet 现已成为国际标准 IEC62026-3 (2000-07)低压开关设备和控 制设备—控制器 -设备接口,也已被列为欧洲标准 EN50325。此外, DeviceNet 实际上是亚洲和美洲的设备网标准。 DeviceNet 得到了世界各地众多制造商的 支持,已经注册的符合 DeviceNet 规范的产品有数千种,实际应用的 DeviceNet 节点设备已达数百万个。在北美和日本, DeviceNet 在同类产品中占
