手工电弧焊刚性对接裂纹试验方法文献

 手工电弧焊
手工电弧焊
手工电弧焊
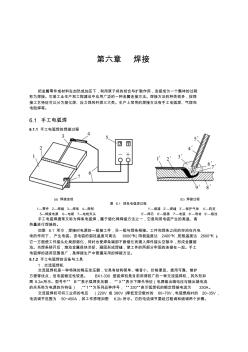
第六章 焊接 把金属零件或材料在加热或加压下,利用原子间的结合与扩散作用,连接成为一个整体的过程 称为焊接。它是工业生产和工程建设中应用广泛的一种金属连接方法。焊接方法的种类很多,按焊 接工艺特征可以分为熔化焊、压力焊和钎焊三大类。生产上常用的焊接方法有手工电弧焊、气焊和 电阻焊等。 6.1 手工电弧焊 6.1.1 手工电弧焊的焊接过程 (a) 焊接连线 (b) 焊接过程 图 6.1 焊条电弧焊过程 1—零件 2—焊缝 3—焊条 4—焊钳 1'—熔渣 2'—焊缝 3'—保护气体 4'—药皮 5—焊接电源 6—电缆 7—地线夹头 5'—焊芯 6'—熔滴 7'—电弧 8'—母材 9'—熔池 手工电弧焊通常又称为焊条电弧焊,属于熔化焊焊接方法之一,它是利用电弧产生的高温、高 热量进行焊接的。 如图 6.1 所示,焊接时电源的一极接工件,另一极与焊条相接。工件和焊条之间的空间在外电 场的作用下,产
 7.10、手工电弧焊运条方法
7.10、手工电弧焊运条方法
7.10、手工电弧焊运条方法
手工电弧焊运条方法 运条 焊接过程中,焊条相对焊缝所做的各种动作的总称为运条。 运条包括沿焊条轴线的送进、没焊缝轴线方向纵向移动和横向摆动三个动作。 一、 运条的基本动作 焊条沿轴线向熔池方向送进使焊条熔化后,能继续保持电弧的长度不变,因此要求焊 条向熔池方向送进的速度与焊条熔化的速度相等。如果焊条送进的速度小于焊条熔化的速 度,则电弧的长度将逐渐增加, 导致断弧; 如果焊条送进的速度太快, 则电弧长度迅速缩短, 焊条未端与焊件接触发生短路,同样会使电弧熄灭。 二、 运条方法 1. 直线形运条法。直线形运条法常用于Ⅰ形坡口的对接平焊.多层焊的第一层焊道或 多层多道焊。 2. 直线往复运条法。这种运条法的特点是焊接速度快、焊缝窄、散热快,适用于薄板 或接头间隙较大的多层焊第一层焊道。 3. 锯齿形运条法。焊接时,焊条末端作锯齿形连续摆动和向前移动,并在两边稍停片 刻,以防产生咬边,这种方法较