选择特殊符号
选择搜索类型
请输入搜索

经煅烧的天然石膏或化学石膏粉料首先由气动泵泵送或斗式提升机等机械设备送入熟石膏料仓贮存(料仓带吸尘设施、料位自动发讯装置及破拱装置等),然后进入输送及喂料设备。经配料系统的电子计量秤计量后通过气动卸料阀进入混合机。生产用水经配料系统的可调式水计量装置计量后通过气动卸料阀也进入混合机。如有需要可在混合机中加入适量的促凝剂。
在混合机内通过搅拌器的强烈搅拌使各组分均匀混合后,由液压翻转装置将料浆自动倒入成型机的各个模腔中。在料浆凝固的某个适当阶段,驱动装在模腔上方的液压成型刮刀,使之往返运动,以刮出各砌块的上部企口。然后中央液压站驱动成型机的顶升系统,将整排石膏砌块从模具中顶出。此时位于成型机上方的气动伸缩夹具将整排砌块夹住、提升、移出,放在垛架或小车上。然后由叉车运送至自然干燥场地干燥,或由小车将砌块垛送入隧道窑内进行人工干燥。干燥完毕的石膏砌块经过检验合格后,即可运输、包装作成品贮存或装车外运。
1. 配料系统:由水计量装置、粉料计量装置、压缩空气系统及机架等组成 。
a.水计量装置包括:不锈钢桶体2、进水管、截止阀、电磁阀、可调水位发讯装置、调节用链条24、溢流水管21、气动放水阀23和与混合机顶盖相连的放水软管22等组成。其中桶体有效容积450L,水量调节范围200~450L。
b.粉料计量装置:由涂有防粘涂料的电子秤计量斗4、电子传感器、振动器、气动卸料阀26、料重显示器、电控装置等组成。其中料斗有效容积400L,最大秤量500Kg,计量精度为4级秤允差。
c.压缩空气系统:包括全套空压机、气源处理元件、软硬管道、装有脱模剂缸的喷枪及喷嘴等。本系统用于吹扫混合机及成型机模腔、喷脱模剂以及给电子秤、水系统放料放水用。其中排气量0.3m3/min,储气缸容积0.125m3,电机功率3KW。
d.机架:固定上述各种装置及便于维修等用。
2. 混合机
由混合机机架、不锈钢混合桶14、不锈钢可打开顶盖20、装于顶盖上的喷水管道、带电机的搅拌器19和倒料油缸17等组成。
混合机的搅拌器为2个,搅拌头采用高速浆叶式。该机顶盖上部有不锈钢环状水管,将水均匀地喷入桶体各部。顶盖能自动打开,以利于工人操作。桶体最大容积800L,具有液压自动倒料机构和倒料时自动开盖机构。
3. 成型机
以立模顶升原理设计的成型机,除了已叙述的模具特征外,还包括安装在模具两侧、位于模腔上方的液压成形刮刀,带密封装置的底模,此外还有机架、底座、横梁、立柱、主油缸、顶头、发讯装置等零部件。
模具材质采用合金钢表面电镀足够厚度的硬铬,并经镜面抛光以及很高的制造精度和砌块尺寸的可微调结构,确保所制的得砌块的高精度、表面的高光洁度及模具使用的长寿命。
采用液压自动成型刮刀装置可自动形成砌块上企口,有利于保证产品质量、减少工人劳动强度及实现自动化。
石膏砌块规格:500mm×600mm×80mm
模腔数量:16个
最大顶出力:1350KN
带液压成型刮刀装置
带底模密封装置
4. 中央液压站
包括高、低压油泵及驱动电机、油箱(带加油器、液位指示器、吊钩等)、电磁阀、单向节流阀、卸荷阀、双单向阀、排放停止阀、油过滤器、高低压力表、各种阀座、管件等,必要时还包括手动泵及各种阀类以及带电源指示灯、油压警示灯的电控装置等。
高压:300bar,低压:150bar
外形尺寸:850mm×530mm×1040mm
系统具有防止石膏料浆在模腔中堵塞的高低压自动切换装置。
5. 气动伸缩夹具
采用行车式气动伸缩夹具:带车轮的夹具小车装在两根轨道上,小车有高、低速运行及进退、制动定位功能。与小车架上的升降导轨相配合的气动伸缩夹具主体能调速升降,由升降发讯装置控制。因此行车式气动伸缩夹具能进行三维精确定位和导向,可与上述其他设备通过PLC可变程序控制器等组成全自动机组。
6. 生产线自动控制系统
采用PLC可变程序控制装置,由位于操作工附近的操作按钮盒及电控柜等组成。本系统将螺旋喂料机、配料系统、混合机、成型机、中央液压站、气动伸缩夹具等设备,按生产工艺及工作节拍,在满足各部联锁联动的要求下形成一个有机、高效的整体,以最大限度地确保产品质量和生产效率。
1.生产车间
长18米,宽12米,高8米,采用轻钢结构厂房。
2.产品仓库
高6米,占地500平方米。
3.晾晒场地
露天,地面硬化,占地3000平方米。
2100433B
经煅烧的天然石膏或化学石膏粉料首先由气动泵泵送或斗式提升机等机械设备送入熟石膏料仓贮存(料仓带吸尘设施、料位自动发讯装置及破拱装置等),然后进入输送及喂料设备。经配料系统的电子计量秤计量后通过气动...
防潮石膏实芯砌块:轻质高强、隔音、隔热、耐水透气,并具有独特的“呼吸功能”。砌块具有不变形、无毒、无味、防蛀、防火、防震、防辐射、增强室内有效使用面积。产品可钉、可锯、可刨、开槽布线十分方便,墙体安装...

 石膏砌块生产工艺指标控制
石膏砌块生产工艺指标控制
石膏砌块生产工艺指标控制
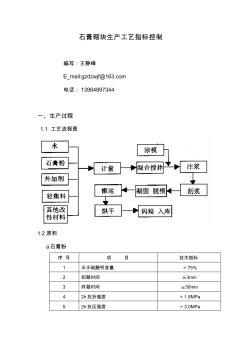
石膏砌块生产工艺指标控制 编写:王静峰 E_mail:gzdzwjf@163.com 电话: 13984897344 一、生产过程 1.1 工艺流程图 1.2原料 a.石膏粉 序 号 项 目 技术指标 1 半水硫酸钙含量 >75% 2 初凝时间 ≥3min 3 终凝时间 ≤30min 4 2h抗折强度 >1.8MPa 5 2h抗压强度 >3.0MPa b. 水:PH值:7~8 c. 外加剂 皂化油兑水比例 1:20~25 d. 配料比 生产配比:石膏粉:水 100 :(80~100) 1.3 生产过程控制 a.计量配料 工艺参数在生产稳定期间不作大幅度调整,但根据现场操作需要 调整混合水比例时, 多数情况下只需调整石膏粉定量参数, 但调幅不 宜过大,以< 10%为宜。适宜的料浆稠度及砌块湿态强度决定着水混 比。 b.料的搅拌混合 料的混合搅拌是生
 石膏砌块生产工艺控制
石膏砌块生产工艺控制
石膏砌块生产工艺控制
石膏砌块生产工艺控制