塑钢椅静电喷塑文献

 静电喷塑工艺、
静电喷塑工艺、
静电喷塑工艺、
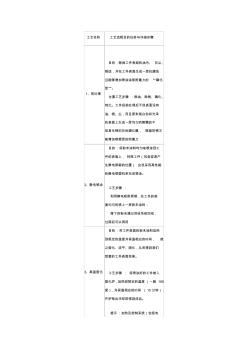
工艺名称 工艺流程目的任务与详细步骤 1、前处理 目的 :除掉工件表面的油污、 灰尘、 锈迹,并在工件表面生成一层抗腐蚀 且能够增加喷涂涂层附着力的 “磷化 层”。 主要工艺步骤 :除油、除锈、磷化、 钝化。工件经前处理后不但表面没有 油、锈、尘,而且原来银白色有光泽 的表面上生成一层均匀而粗糙的不 容易生锈的灰色磷化膜, 既能防锈又 能增加喷塑层的附着力 2、静电喷涂 目的 :将粉末涂料均匀地喷涂到工 件的表面上, 特殊工件(包含容易产 生静电屏蔽的位置) 应该采用高性能 的静电喷塑机来完成喷涂。 工艺步骤 : 利用静电吸附原理,在工件的表 面均匀的喷上一层粉末涂料; 落下的粉末通过回收系统回收, 过筛后可以再用 3、高温固化 目的 :将工件表面的粉末涂料加热 到规定的温度并保温相应的时间, 使 之熔化、流平、固化,从而得到我们 想要的工件表面效果。 工艺步骤 : 将喷涂好的工件推入 固
 静电喷塑工艺流程 (2)
静电喷塑工艺流程 (2)
静电喷塑工艺流程 (2)
静电喷塑工艺流程(静电喷涂工艺流程、静电粉末喷涂工艺) 及各工序相关设备、材料简介 静电喷涂工艺流程图解 静电喷塑比传统喷漆工艺的优势 (“静电粉末喷涂”俗称“静电喷塑”): 1、不需稀料,施工对环境无污染,对人体无毒害; 2、涂层外观质量优异,附着力及机械强度强; 3、喷涂施工固化时间短; 4、涂层耐腐耐磨能力高出很多; 5、不需底漆; 6、施工简便,对工人技术要求低; 7、成本低于同效果的喷漆工艺; 8、有些应用场合已经明确提出必须使用静电喷塑工艺处理; 9、静电喷粉喷涂过程中不会出现喷漆工艺中常见的流淌现象; 10、喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺; 11、发展速度快,除了象锤纹、桔纹、磨砂、高光、亚光、裂纹、闪金、闪银等各种效果之 外,近几年陆续出现了耐高温粉末、内低温粉末、高耐候性粉末、耐水粉末、耐酸粉末、低温 固化粉末、 UV固化粉末等等,使静电粉末