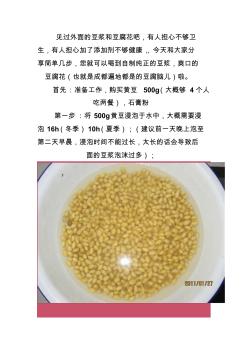
石膏制品硅胶制作方法文献

 LED硅胶霓虹灯的制作方法
LED硅胶霓虹灯的制作方法
LED硅胶霓虹灯的制作方法
LED 硅胶霓虹灯较传统霓虹灯柔软,易弯曲,不易碎,长度灵活, LED 色彩多样化等特点, 在市场上受到欢迎。那么 LED 硅胶霓虹灯的制作方法是什么呢。 背景技术: 霓虹灯是氖灯 (neon light) 的音译,氖气这种稀有气体会发出一种流行的橙色光,但使用其 他气体会产生其他颜色,例如氢 (红色 )、氦 (黄色 )、二氧化碳 (白色 )、汞蒸汽 (蓝色 )。硅胶别名: 硅酸凝胶,是一种高活性吸附材料,属非晶态物质。硅胶主要成分是二氧化硅,化学性质稳定, 不燃烧。 但现有技术中, LED 霓虹灯存在以下不足: 市面上常见的 LED 霓虹灯采用 PVC(聚氯乙烯,英文简称 PVC,Polyvinylchloride) 和硅胶 材质。但结构改变 LED 原来的色温较严重 (500K 左右 );严重影响 LED 的发光效率; 一定单位长 度需要加丝印标识,才便于裁剪;采用 DC24V 安全电