手焊机基本参数文献

 起重机的基本参数
起重机的基本参数
起重机的基本参数
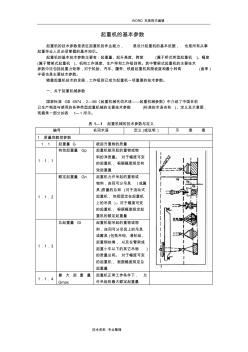
.WORD 完美格式编辑 . 技术资料 .专业整理 起重机的基本参数 起重机的技术参数是表征起重机的作业能力, 是设计起重机的基本依据, 也是所有从事 起重作业人员必须掌握的基本知识。 起重机的基本技术参数主要有:起重量、起升高度、跨度 (属于桥式类型起重机 )、幅度 (属于臂架式起重机 )、机构工作速度、生产率和工作级别等。其中臂架式起重机的主要技术 参数中还包括起重力矩等,对于轮胎、汽车、履带、铁路起重机其爬坡度和最小转弯 (曲率 ) 半径也是主要技术参数。 随着起重机技术的发展,工作级别已成为起重机一项重要的技术参数。 一、关于起重机械参数 国家标准 GB 6974.2—86《起重机械名词术语——起重机械参数》中介绍了中国目前 已生产制造与使用的各种类型起重机械的主要技术参数 (标准的术语名称 )、定义及示意图, 现摘录一部分如表 1—1 所示。 表 1—1 起重机械的技术参数与定
 电动装置基本参数
电动装置基本参数
电动装置基本参数
电动装置基本参数 阀门电动装置是实现阀门程控、自控和遥控不可缺少的驱动设备,其运动过程可由行程、 转矩或轴向推力的大小来控制。由于阀门电动装置的工作特性和利用率取决于阀门的种类、 装置工作规范及阀门在管线或设备上的位置。 电动装置一般由下列部分组成: 专用电动机,特点是过载能力强﹑起动转矩大﹑转动惯量小,短时﹑断续工作。 减速机构,用以减低电动机的输出转速。 行程控制机构,用以调节和准确控制阀门的启闭位置。 转矩限制机构,用以调节转矩 (或推力 )并使之不超过预定值。 手动﹑电动切换机构,进行手动或电动操作的联锁机构。 开度指示器,用以显示阀门在启闭过程中所处的位置。 一、根据阀门类型选择电动执行器 1.角行程电动执行器(转角 <360 度) 适用于蝶阀、球阀、旋塞阀等。 电动执行器输出轴的转动小于一周, 即小于 360 度,通常为 90 度就实现阀门的启闭过程控 制。此类电动执行器
