上海瑟维思泵阀制造有限公司文献

 上海大禹泵阀制造有限公司——QDY系列气动球阀
上海大禹泵阀制造有限公司——QDY系列气动球阀
上海大禹泵阀制造有限公司——QDY系列气动球阀
大禹公司生产的气动球阀,采用智能控制与定位,与德国西门子公司生产的电气阀门定位器或国产电气阀门定位器配套,输入4-20mADC信号及0.5—0.7MPa气源即可控制运转,实现对压力,流量.温度.液位等到参数的调节。它是以压缩空气为动力,阀杆带协阀芯在阀体风转动90度,可以实现全开一全闭的动作。该产品按其密封性能分为金属密封与软密封。
 WQ潜水泵上海速能泵阀制造有限公司
WQ潜水泵上海速能泵阀制造有限公司
WQ潜水泵上海速能泵阀制造有限公司
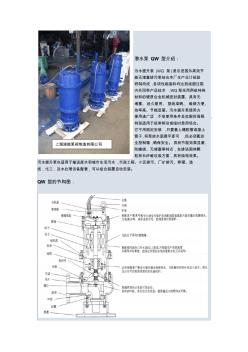
潜水泵 QW 型介绍: 污水提升泵 |WQ 泵 |是引进国外高效节 能无堵塞排污泵结合本厂生产设计经验 研制而成 ,各项性能指标均达到或超过国 内外同类产品技术 ,WQ泵采用两组特殊 材料的硬质合金机械密封装置、具有无 堵塞、经久耐用、 型线准确、 维修方便、 效率高、节能显著。污水提升泵使用方 便用途广泛 ,不受使用条件及范围所局限 , 特别适用于经常移动或临时急用场合。 它不用固定安装 ,只要套上橡胶管或接上 管子 ,将泵放水底摆平即可 ,但必须配安 全控制箱 ,确保安全。具有节能效果显著、 防缠绕、无堵塞等特点,在排送固体颗 粒和长纤维垃圾方面,具有独特效果。 污水提升泵也适用于输送废水和城市生活污水,市政工程、小区排污、厂矿排污、养殖、造 纸,化工,及水处理设备配套,可以组合装置自动安装。 QW 型的节构图: 上海速能泵阀制造有限公司 污水提升泵 |WQ 泵 |产品特点: 1、WQ