梳螺纹文献

 NPT螺纹PT螺纹G螺纹和公制螺纹的区别
NPT螺纹PT螺纹G螺纹和公制螺纹的区别
NPT螺纹PT螺纹G螺纹和公制螺纹的区别
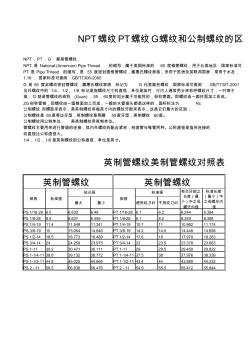
PS 1/16-28 6.5 6.632 6.49 PT 1/16-28 6.1 6.2 6.244 6.384 PS 1/8-28 8.5 8.637 8.495 PT 1/8-28 8.1 8.2 8.249 8.388 PS 1/4-19 11.4 11.549 11.341 PT 1/4-19 10.7 11 10.962 11.174 PS 3/8-19 15 15.054 14.846 PT 3/8-19 14.2 14.5 14.448 14.658 PS 1/2-14 18.5 18.773 18.489 PT 1/2-14 17.6 18 17.979 18.263 PS 3/4-14 24 24.259 23.975 PT 3/4-14 23 23.5 23.378 23.663 PS 1-11 30.2 30.471 30.111 PT 1-11 29 29.5 29
 切削锥角对螺纹梳刀强度的影响
切削锥角对螺纹梳刀强度的影响
切削锥角对螺纹梳刀强度的影响
螺纹梳刀是一种多刀多齿同时加工螺纹的刀具,其加工螺纹的最大优势在于高效率,并且能保证工件的受力平衡。利用刀具受力模型,在ANSYS中对梳刀进行了有限元模拟,研究了切削锥角对螺纹梳刀强度的影响,结果表明:在不考虑其他因素的情况下,螺纹梳刀应力值最大点出现在第一或第二个刀齿的刀尖处,随着切削锥角的增大,梳刀的应力增大。分析结果可为螺纹梳刀的设计提供理论依据。