收集辊道工作原理文献

 管道泵工作原理
管道泵工作原理
管道泵工作原理
管道泵工作原理 管道泵的工作原理是:离心泵所以能把水送出去是由于离心力的作用。水泵在工作前,泵体和 进水管必须罐满水形成真空状态,当叶轮快速转动时,叶片促使水很快旋转,旋转着的水在离 心力的作用下从叶轮中飞去,泵内的水被抛出后,叶轮的中心部分形成真空区域。水原的水在 大气压力 (或水压 )的作用下通过管网压到了进水管内。这样循环不已,就可以实现连续抽水。 在此值得一提的是:离心泵启动前一定要向泵壳内充满水以后,方可启动,否则将造成泵体发 热,震动,出水量减少,对水泵造成损坏 (简称“气蚀” )造成设备事故! 离心泵的种类很多,分类方法常见的有以下几种方式 1按叶轮吸入方式分:单吸式离心泵 双吸 式离心泵泵。 2按叶轮数目分:单级离心泵 ,多级离心泵。 3按叶轮结构分:敞开式叶轮离心泵 半开式叶轮离心泵 封闭式叶轮离心泵。 4按工作压力分:低压离心泵 中压离心泵泵 高压离心 泵,按安
 LLC工作原理
LLC工作原理
LLC工作原理
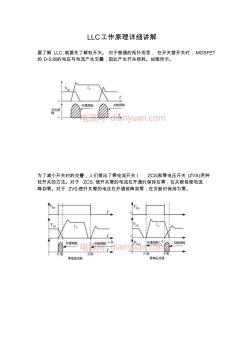
LLC工作原理详细讲解 要了解 LLC,就要先了解软开关。 对于普通的拓扑而言, 在开关管开关时, MOSFET 的 D-S间的电压与电流产生交叠,因此产生开关损耗。如图所示。 为了减小开关时的交叠,人们提出了零电流开关( ZCS)和零电压开关 (ZVS)两种 软开关的方法。对于 ZCS:使开关管的电流在开通时保持在零,在关断前使电流 降到零。对于 ZVS:使开关管的电压在开通前降到零,在关断时保持为零。 最早的软开关技术是采用有损缓冲电路来实现。从能量的角度来看,它是将开关损耗转移到缓冲电路中消耗掉,从而改善开 关管的工作条件。这种方法对变换器的效率没有提高,甚至会使效率降低。目前所研究的软开关技术不再采用有损缓冲电路, 这种技术真正减小了开关损耗,而不是损耗的转移,这就是谐振技术。而谐振变换器又分为全谐振变换器,准谐振变换器,零 开关 PWM变换器和零转换 PWM变换器。全谐振变换器的