SK6热处理规范文献

 45钢热处理规范
45钢热处理规范
45钢热处理规范
45钢热处理须知 45钢是中碳结构钢 ,冷热加工性能都不错 ,机械性能较好 ,且价格低、来源广 , 所以应用广泛。它的最大弱点是淬透性低 ,截面尺寸大和要求比较高的工件不宜采 用。 45号钢的淬火温度在 820~840度左右 ,在实际操作中 ,一般是取上限的。偏高 的淬火温度可以使工件加热速度加快 ,表面氧化减少。为使工件的奥氏体均匀化 ,就 需要足够的保温时间 ,一般为 1min/mm,如果实际装炉量大 ,就需适当延长保温时 间。不然 ,可能会出现因加热不均匀造成硬度不足的现象。但保温时间过长 ,也会也 出现晶粒粗大 ,氧化脱碳严重的弊病 ,影响淬火质量。我们认为 ,如装炉量大 ,加热保 温时间需延长 1/5。 . 因为 45钢淬透性低 ,故应采用冷却速度大的 10%盐水溶液 ,45 号钢水淬容易有 软点的 .。水温要小于 30°。工件入水后 ,应该淬透 ,但不是冷透 ,如果工件在盐
 热处理工艺规范
热处理工艺规范
热处理工艺规范
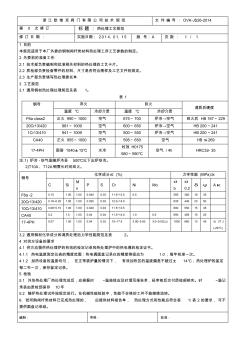
浙 江 欧 维 克 阀 门 有 限 公 司 技 术 规 范 文 件 编 号 : OVK-JS26-2014 第 0 次 修 订 标 题 : 热处理工艺规范 修 订 日 期 : 实施日期: 2 0 1 4. 0 1. 1 5 版 号:A 页 数 : 1 / 1 1 目的 本规范适用于本厂外委的钢制阀杆类材料热处理工序工艺参数的制定。 2 外委前的准备工作 2.1 技术部负责编制和批准相关材料的热处理的工艺卡片。 2.2 质检部负责检查零件的材料、尺寸是否符合图样及工艺文件的规定。 2.3 生产部负责填写热处理委托单 3 工艺规范 3.1 通用钢材热处理处理规范见表 1。 表 1 钢号 淬火 回火 调质后硬度 温度 ℃ 冷却介质 温度 ℃ 冷却介质 F6a class2 正火 990~1000 空气 675~ 700 炉冷→空气 回火后 HB 167~ 229 20Cr13/420 981