第1章 数控车床介绍 1
1.1 数控车床的分类与组成 1
1.1.1 数控车床的类型及基本组成 1
1.1.2 数控车床的传动及速度控制 2
1.1.3 数控车床的控制面板及其功能 4
1.2 数控车床控制系统的功能 6
1.3 数控车床的主要结构特点 7
1.4 数控车床的技术参数 8
第2章 数控车削加工工艺 9
2.1 数控车削加工原理与特点 9
2.1.1 数控车削加工原理 9
2.1.2 数控车床的编程特点 9
2.2 数控车削的主要应用 10
2.2.1 数控加工的基本特点 10
2.2.2 数控车削的主要加工对象 11
2.3 数控车削加工工艺的制定 12
2.3.1 数控加工工艺的基本特点 12
2.3.2 数控加工工艺分析的主要内容 12
2.3.3 数控加工工艺分析的一般步骤与方法 12
第3章 SIEMENS系统数控车床编程 17
3.1 数控程序编制的内容与方法 17
3.2 字与程序格式 19
3.2.1 字与字的功能 19
3.2.2 程序格式 22
3.3 数控加工坐标系 22
3.3.1 机床坐标系 23
3.3.2 编程坐标系 26
3.3.3 加工坐标系 26
3.4 SIEMENS数控系统的常用编程指令 26
3.4.1 SIEMENS数控系统的基本G指令 27
3.4.2 SIEMENS数控系统的基本M指令 34
3.4.3 SIEMENS数控系统的基本T指令 35
3.4.4 SIEMENS数控系统的基本参数指令 37
3.5 SIEMENS数控系统的跳转指令集 38
3.6 SIEMENS数控系统的子程序指令 39
3.7 SIEMENS数控系统的循环指令集 40
3.7.1 车削循环 40
3.7.2 钻削循环(CYCLE81~CYCLE88) 54
3.8 计算参数 68
3.8.1 计算参数R 68
3.8.2 参数运算 69
第4章 SIEMENS系统数控车床操作 70
4.1 SIEMENS系统数控车床面板 70
4.1.1 SIEMENS系统数控车床系统操作面板 70
4.1.2 SIEMENS系统数控车床机床操作面板 71
4.2 SIEMENS系统车床显示屏幕 72
4.2.1 屏幕划分 72
4.2.2 操作区域 74
4.3 开机和回参考点 74
4.3.1 开机 74
4.3.2 回参考点 75
4.4 机床的手动操作 75
4.4.1 JOG运行方式 75
4.4.2 手轮的选通 77
4.4.3 MDA手动输入方式 78
4.5 自动运行程序操作 79
4.5.1 进入自动运行方式 79
4.5.2 选择和启动零件程序——“加工”操作区 81
4.5.3 程序段搜索——“加工”操作区 82
4.5.4 “停止”/“中断”零件程序——“加工”操作区 82
4.5.5 中断后重新返回 83
4.5.6 “中断”之后的再定位——“加工”操作区 83
4.6 程序的编辑 83
4.6.1 进入程序管理器 83
4.6.2 输入新程序——“程序”操作区 84
4.6.3 零件程序的编辑——“程序”运行方式 85
4.6.4 模拟 86
4.7 参数设定 86
4.7.1 输入刀具参数及刀具补偿参数——“参数”操作区 86
4.7.2 输入和修改零点偏置值——“参数”操作区 89
4.7.3 编程设定数据——“参数”操作区 91
4.7.4 R参数——“参数”操作区 93
4.8 数控车床的对刀与找正 94
4.8.1 对刀的基本概念 94
4.8.2 对刀的原理 95
4.8.3 对刀方法 95
第5章 SIEMENS系统数控车床加工实例 98
5.1 轴类件的典型表面数控车削加工实例 98
5.1.1 入门实例——阶梯轴数控车削加工 98
5.1.2 提高实例——凹槽轴数控车削加工 101
5.2 盘类零件的数控车削加工实例 104
5.2.1 入门实例——圆盘数控车削加工 104
5.2.2 提高实例——弧形盘数控车削加工 107
5.3 套类零件的数控车削加工实例 110
5.3.1 入门实例——短套数控车削加工 110
5.3.2 提高实例——锥套数控车削加工 112
5.4 螺纹类零件的数控车削加工实例 116
5.4.1 入门实例——外螺纹零件数控车削加工 116
5.4.2 提高实例——内螺纹零件数控车削加工 119
5.5 子程序数控车削加工实例 121
5.5.1 入门实例——不等距槽车削加工 121
5.5.2 提高实例——轴类零件子程序车削加工 124
5.6 异形轴类综合数控车削加工实例 127
5.6.1 入门实例——椭圆零件车削加工 127
5.6.2 提高实例——异形长轴零件综合车削加工 130
5.7 综合数控车削加工实例 133
第6章 数控车自动编程 139
6.1 自动编程软件的优点及操作步骤 139
6.1.1 自动编程软件的优点 139
6.1.2 自动编程的操作步骤 139
6.1.3 常用的自动编程软件 140
6.2 CAXA数控车自动编程软件概述 141
6.2.1 CAXA制造工程师自动编程软件简介 141
6.2.2 CAXA数控车2008用户操作界面 141
6.3 CAXA数控车的CAD功能 143
6.3.1 绘制曲线 143
6.3.2 编辑曲线 145
6.3.3 曲线几何变换 146
6.4 CAXA数控车的CAM功能 148
6.4.1 轮廓粗车 148
6.4.2 轮廓精车 151
6.4.3 切槽 154
6.4.4 钻中心孔 156
6.4.5 车螺纹 157
6.4.6 代码生成 159
6.4.7 参数修改 160
6.4.8 轨迹仿真 160
6.4.9 后置设置 161
6.4.10 机床设置 163
6.5 CAXA数控车自动编程实例 166
6.5.1 轴类零件车削加工 166
6.5.2 螺纹类零件车削加工 174
6.5.3 盘套类零件车削加工 183
附录 195
附录1 数控车削工艺员试题库及答案 195
附录2 全国职业技能鉴定数控车削中高级试题库及答案 202
附录3 全国数控车削大赛试题库及答案 208
参考文献 216 2100433B

 数控车床实习报告
数控车床实习报告
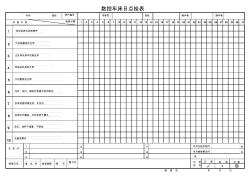 数控车床日点检表
数控车床日点检表