数控机床磨削加工直接编程技术出版信息文献

 数控机床论文
数控机床论文
数控机床论文
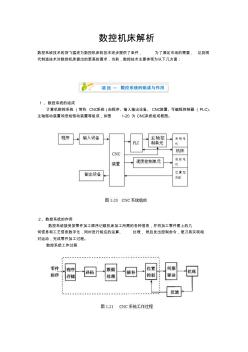
数控机床解析 数控系统技术的突飞猛进为数控机床的技术进步提供了条件, 为了满足市场的需要, 达到现 代制造技术对数控机床提出的更高的要求,当前,数控技术主要体现为以下几方面: 1 、数控系统的组成 计算机数控系统 (简称 CNC系统)由程序、输入输出设备、 CNC装置、可编程控制器(PLC)、 主轴驱动装置和进给驱动装置等组成,如图 1-20 为 CNC系统组成框图。 2、数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图上的几 何信息和工艺信息数字化,同时进行相应的运算、 处理,然后发出控制命令,使刀具实现相 对运动,完成零件加工过程。 数控系统工作过程 如图 1-21 所示(图中的虚线框为 CNC单元),一个零件程序的执行首先要输入 CNC中,经 过译码、数据处理、 插补、位置控制, 由伺服系统执行 CNC输出的指令以驱动机床完成加工。 CNC系
 数控机床及编程中常用术语
数控机床及编程中常用术语
数控机床及编程中常用术语
数控机床及编程中常用术语 为了方便读者阅读相关数控资料和国外数控产品的相关手册,在此选择了常用的数控词汇及其英语对应 单词,所选用的数控术语主要参考国际标准 ISO 2806 和中华人民共和国国家标准 GB 8129—1987 以及近 年新出现的一些数控词汇。 1)计算机数值控制 (Computerized Numerical Control, CNC ) 用计算机控制加工功能,实现数值控制。 2)轴( Axis )机床的部件可以沿着其作直线移动或回转运动的基准方向。 3)机床坐标系( Machine Coordinate Systern )固定于机床上,以机床零点为基准的笛卡尔坐标系。 4)机床坐标原点( Machine Coordinate Origin )机床坐标系的原点。 5)工件坐标系( Workpiece Coordinate System )固定于工件上的笛卡尔坐标系。