数控加工软件应用(UG NX)文献

 造价软件应用-计价
造价软件应用-计价
造价软件应用-计价
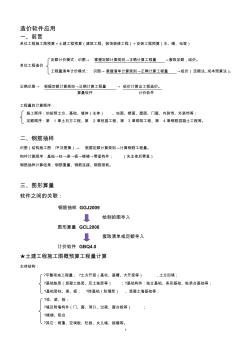
1 造价软件应用 一、前言 单位工程施工图预算=土建工程预算(建筑工程、装饰装修工程)+安装工程预算(水、暖、电等) 定额计价模式:识图→ 掌握定额计算规则→正确计算工程量 →套取定额,组价。 单位工程造价 工程量清单计价模式: 识图→掌握清单计算规则→正确计算工程量 →组价(定额法、成本预算法)。 正确识图→ 根据定额计算规则→正确计算工程量 → 组价计算出工程造价。 算量软件 计价软件 工程量的计算顺序: 施工顺序:如按照土方、基础、墙体(主体) 、地面、楼面、屋面、门窗、内装饰、外装饰等; 定额顺序:第 1 章土石方工程、第 2 章桩基工程、第 3 章砌筑工程、第 4 章钢筋混凝土工程等。 二、钢筋抽样 识图(结构施工图 /平法图集)→ 根据定额计算规则→计算钢筋工程量。 构件计算顺序:基础→柱→梁→板→楼梯→零星构件; (先主体后零星) 钢筋抽样计算结果:钢筋重量、钢筋连接、钢筋
 造价软件应用-图形
造价软件应用-图形
造价软件应用-图形
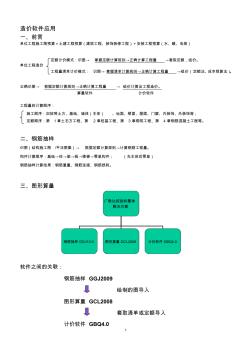
1 造价软件应用 一、前言 单位工程施工图预算=土建工程预算(建筑工程、装饰装修工程)+安装工程预算(水、暖、电等) 定额计价模式:识图→ 掌握定额计算规则→正确计算工程量 →套取定额,组价。 单位工程造价 工程量清单计价模式: 识图→ 掌握清单计算规则→正确计算工程量 →组价(定额法、成本预算法)。 正确识图→ 根据定额计算规则→正确计算工程量 → 组价计算出工程造价。 算量软件 计价软件 工程量的计算顺序: 施工顺序:如按照土方、基础、墙体(主体) 、地面、楼面、屋面、门窗、内装饰、外装饰等; 定额顺序:第 1章土石方工程、第 2 章桩基工程、第 3 章砌筑工程、第 4 章钢筋混凝土工程等。 二、钢筋抽样 识图(结构施工图 /平法图集)→ 根据定额计算规则→计算钢筋工程量。 构件计算顺序:基础→柱→梁→板→楼梯→零星构件; (先主体后零星) 钢筋抽样计算结果:钢筋重量、钢筋连接、钢筋