数控仪表车床车床简介文献

 数控车床日点检表
数控车床日点检表
数控车床日点检表
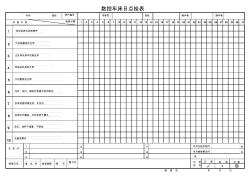
维 修 员: 年 月 日 数控车床日点检表 1 传动系统无异常响声 2 气动装置是否正常 3 正反转及刹车性能良好 4 切削油位是否正常 5 刀位置是否正常 6 光杆、丝杆、操纵杆表面无拉伤研伤 7 各导轨面润滑良好、无位伤 8 各部位无漏油、冷却系统不漏水 9 油孔、油杯不堵塞,不缺油 10 无缺损零件 车间 班组 点 检 内 容 检查日期 资产编号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 设备型 班组 操作者 操作者 交 班 问 1 2 3 检查方法 4 5 6 看、试、听 检查周期 每 天 重大问 7 8 9 本月点检发现问 处 本月维修解决问 处 其 记 录 符 号 正 常 异 常 已 修 31 处 处
 简易仪表车床套螺纹攻丝机构
简易仪表车床套螺纹攻丝机构
简易仪表车床套螺纹攻丝机构
无丝杠传动式仪表车床加工螺纹,一般采用铰板、丝锥(手持或固定)来进行,无法控制长度尺寸及加工精度.我们根据多年仪表车床加工经验,设计了一套简易机构.