数控钻孔攻丝加工中心文献

 丝锥钻孔攻丝全部资料
丝锥钻孔攻丝全部资料
丝锥钻孔攻丝全部资料
第一章 国标螺纹的一般知识 一 .螺纹的分类 1. 螺纹分内螺纹和外螺纹两种; 2. 按牙形分可分为:1)三角形螺纹 2)梯形螺纹 3)矩形螺纹 4)锯齿形螺 纹; 3. 按线数分单头螺纹和多头螺纹; 4. 按旋入方向分左旋螺纹和右旋螺纹两种 , 右旋不标注,左旋加 LH,如 M24* 1.5LH; 5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、 60°圆锥管螺纹、米制锥螺纹等 二 . 米制普通螺纹 1. 米制普通螺纹用大写 M表示,牙型角 2α=60°(α表示牙型半角); 2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1. 粗牙普通螺纹标记一般不标明螺距,如 M20表示粗牙螺纹;细牙螺纹标记必须 标明螺距,如 M30×1.5 表示细牙螺纹、其中螺距为 1.5。 2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙
 攻丝前钻孔用钻头直径
攻丝前钻孔用钻头直径
攻丝前钻孔用钻头直径
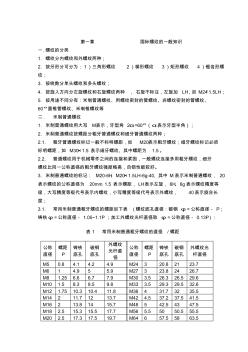
最好记的公式 -攻丝前钻孔用钻头直径的选择 2009年 12月 23日 星期三 23:02 攻丝前钻孔用钻头直径的选择一般按照以下公式: D=d-t D=钻头直径 d=螺纹公称直径 t=螺距 例 1.加工 M16内螺纹应选钻头直径为 D=16-2=14 例 2.加工 M16X1内螺纹应选钻头直径为: D=16-1=15 以上数值单位以毫米计 以下是螺纹的标准螺距数值: M2X0.4 M2.2X0.45 M2.5X0.45 M3X0.5 M4X0.7 M5X0.8 M6X1 M8X1.25 M10X1.5 M12X1.75 M14X2 M16X2 M18X2.5 M20X2.5 攻公制螺纹时的公式 t<1mm 时: dz=d -t t>1mm 时: dz= d - (1.04 ~1.06) t 式中 t : 螺距(毫米);dz:攻丝前钻头直径(毫米)