简介
当被粘接的塑料零部件是非常精密的材料(如电子元件)或要求无菌环境(如医疗器械和食品包装)时,激光焊接技术就能派上很大用场。激光焊接技术速度快,特别适用于汽车塑料零部件的流水线加工。另外对于那些很难使用其它焊接方法粘接的复杂的几何体,可以考虑使用激光焊接技术。
优点
激光加工具有很多优点,其中有:
焊接设备不需要和被粘结的塑料零部件相接触。
速度快。
设备自动化程度高,很方便的用于复杂塑料零部件加工。
不会出现飞边。
焊接牢固。
可以得到高精度的焊接件。
无振动技术。
能产生气密性的或者真空密封结构。
最小化热损坏和热变形。
可以将不同组成或不同颜色的树脂粘结在一起。
优势
激光焊接应用于塑料部件熔接的优点包括:焊接精密、牢固和密封不透气和不漏水,焊接过程中树脂降解少、产生的碎屑少,制品的表面能够在焊缝周围严密地连接在一起。激光焊接没有残渣的优点,使它更适用于国家食品药品监督管理局管制的医药制品及电子传感器等。
易于控制,可焊接尺寸小或外形结构复杂的工件。由于激光便于计算机软件控制,而且光纤激光器输出可灵活地达到零件各个细微部位,采用激光焊接能够焊接其它焊接方法不易达到的区域,焊接具有复杂外形、甚至是三维几何形状的制品。
与其他熔接方法比较,激光焊接大幅减少制品的振动应力和热应力。这意味着制品或者装置内部组件的老化速度更慢,可应用于易损坏的制品。能够焊接许多种类不同的材料。例如,能将透过近红外激光的聚碳酸脂,玻纤增强的黑色聚对苯二甲酸丁二脂连接在一起,而其它的焊接方法根本不可能将两种在结构、软化点和增强材料等方面如此不同的聚合物连接起来。
工艺
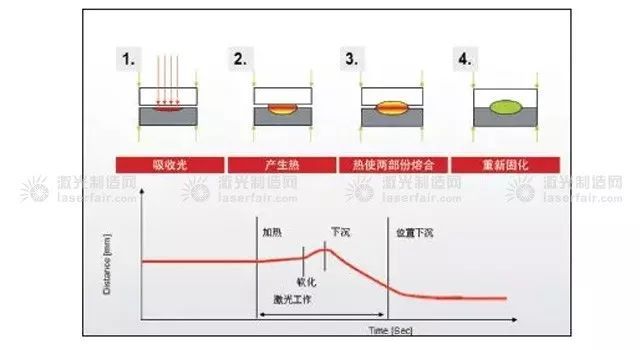
最常用的激光焊接形式被称为激光透射焊接。该技术的过程为:首先将两个待焊接塑料零部件夹在一起,然后将一束短波红外区的激光定向到待粘结的部位。激光束通过上层透明材料,然后被下层材料吸收。激光能量被吸收使得下层材料温度升高,熔化上层以及和下层的塑料。上层材料可以是透明的或者是有颜色的,但是必须能够保证有足够的激光通过。
图 1: 激光透射焊接的工作示意图
在过去由于两个透明的塑料层都不能吸收足够的激光能量,利用透射技术将它们焊接在一起是不可能;同样由于光束不具备足够的穿透能力,达到加热焊接接触面的作用,利过透射技术将两个黑色层的材料焊接在一起也是不可能的。但是最近的技术进步,已经可以将这两种类型的材料焊接在一起。
设备
激光透射焊接技术主要使用两类激光设备:一个是掺钕钇铝石榴石合成晶体(Nd3+:YAG),另一个是半导体二极管。Nd3+:YAG激光的波长为1064纳米(nm),容易被含有特殊填料或颜料的塑料吸收。可以通过光导纤维将激光很方便的传送到激光头,尤其是在使用自动化装置的焊接技术。
二极管激光器产生的波长范围在800-1000nm之间,这对焊接来说是效率最高的能量区域。它结构紧凑,可以很方便的安装在自动化设备上。二极管激光的吸收特征和Nd3+:YAG的吸收特征类似。
塑料焊接有时也使用二氧化碳(CO2)激光器。它能产生10600nm的光波,这同Nd3+:YAG和二极管激光器产生激光相比,更容易被塑料吸收。但是二氧化碳激光的穿透性能没有其它两种激光器产生的激光。因此二氧化碳激光器主要用于薄膜材料焊接。
激光类型 CO2 Nd3+:YAG 二极管
波长 (um) 10.6 1.06 0.8-1.0
最大能量 (W) 60,000 6,000 6,000
效率 10% 3% 30%
透射光束 镜面反射 光纤及镜面 光纤及镜面
最小的光点大小(mm) 0.2-0.7(直径) 0.1-0.5(直径) 0.5x0.5
表 1: 市场上常用的塑料激光加工技术对比
使用Nd:YAG或二极管激光的透射焊接技术,可以以超过20米/分的线速度将1mm以上厚度的塑料件焊接在一起。二氧化碳激光器焊接薄膜的速度可以高达750米/分。
材料
几乎所 有的热塑性塑料和热塑性弹性体都可以使用激光焊接技术。常用的焊接材料有 PP、PS、PC、ABS、聚酰胺、PMMA、聚甲醛、PET以及PBT等。而其它的一些工程塑料如聚苯硫醚PPS和液晶聚合物等,由于其具有较低的激光透过率而不太适合使用激光焊接技术。因此常常在底层材料上加入炭黑,以便使其能吸收足够能量,从而满足激光透射焊接的要求。
图 2:可用于激光焊接的聚合物
未填充的或者玻纤增强的聚合材料都可以用于激光焊接。但是过高的玻纤含量会散射发出得IR激光,降低光束通过聚合物的穿透力。有色塑料也可以用于激光焊接,但是随着颜料或染料含量的增加,激光束的通过塑料的穿透能力会有所下降。
焊接类型
塑料激光焊接有几种不同的焊接方式。
顺序型周线焊接(contour welding):激光沿着塑料焊接层的轮廓线移动并使其熔化,将塑料层逐渐的粘结在一起;或者将被夹层沿着固定的激光束移动达到焊接的目的。
同步焊接(simultaneous welding):来自多个二极管激光束被引导到沿着焊接层的轮廓线上,并熔化塑料,从而使得整个轮廓同时熔化并粘结在一起。
准同步焊接(Quasi-simultaneous welding): 该技术综合了上述两种焊接技术。利用反射镜产生高速激光束(至少10 米/秒的速度),并沿着待焊接的部位移动,使得整个焊接处逐渐发热并熔合在一起。
掩模焊接(mask welding):激光束通过模板进行定位、熔化并粘结塑料,该模板只暴露出下面塑料层的一个很小的、精确的焊接部位。使用这种技术可以实现低至10微米的高精度焊接。
图 3: 顺序型周线焊接、同步焊接和准同步焊接技术(左到右)
Globo焊接(GLOBO Welding)是沿着产品的轮廓周线进行焊接的,它是瑞士莱丹(Leister)公司的专利技术。激光束经由气垫式,可无摩擦任意滚动的玻璃球点状式的聚焦于焊接界面,该玻璃球不仅仅进行聚焦而且也充当机械夹紧夹具。当该球在表面上滚动时,为接合面提供了持续压力。这就确保了在激光加热材料的同时有压力夹紧。该玻璃球取代了机械夹具,同时扩大了激光焊接在连续三维焊接中的应用范围。
应用
在汽车工业,激光焊接塑料技术可用于制造很多汽车零部件,如燃油喷嘴、变档机架、发动机传感器、驾驶室机架、液压油箱、过滤架、前灯和尾灯等。其它汽车方面的应用还包括进气管光歧管的制造以及辅助水泵的制造。
图 4 : 激光焊接技术加工的汽车前灯,使用了可以聚焦激光同时还起到夹持工具作用的玻璃球面
在医学领域,激光焊接技术可用于制造液体储槽、液体过滤器材、软管连接头、造口术袋子、助听器、移植体、分析用的微流体器件等。
图 5: 激光焊接技术制造的微流体器件,利用了该技术的高精度的特点
激光焊接是一项无振动技术,因此它特别适合用于加工精密的电子元器件。通过激光技术制造的器材有鼠标、移动电话、连接器件等。激光技术制造的汽车电子产品有自动门锁、无钥匙进出设备以及传感器等。
激光还可以将塑料薄膜焊接在一起,它沿着薄膜的边缘移动,通过粘接作用形成一个包装用的封体结构。操作过程可以完成的非常快 。根据TWI公司的资料,它使用100W的二氧化碳激光可以以100米/分的速度焊接100微米的聚乙烯薄膜。
图 6:激光焊接 两聚乙烯薄膜的显微图象
-