铈钨电极包装要求文献

 三元复合稀土钨电极烧结分层机理探讨
三元复合稀土钨电极烧结分层机理探讨
三元复合稀土钨电极烧结分层机理探讨
对ф16mm三元复合稀土钨电极垂熔烧结时所产生的烧结分层现象进行了研究。采用SEM、XRD方法对垂熔坯条的形貌和物相组成进行了分析,并对第二相粒子进行了EDAX定点能谱分析。用ICP-AES方法分析了坯条不同区域稀土氧化物的百分含量,利用电子探针(EPMA)对稀土元素在坯条断口上的分布进行了探测。根据烧结坯条的显微组织及不同区域成分的差异,探讨了稀土元素在这种大坯条烧结工艺制度下的扩散与挥发过程。结果表明:稀土元素在坯条截面上分布不均匀;同时稀土第二相粒子多分布在钨基体晶粒的晶界上;边缘和中心稀土第二相及钨晶粒大小、数目不一,稀土元素的挥发扩散不仅造成了烧结坯条断面成分不均,而且进一步加重了温度梯度引起的组织不均匀性,最终造成了分层现象的发生。
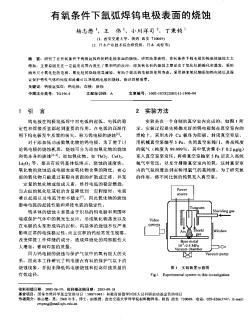 有氧条件下氩弧焊钨电极表面的烧蚀
有氧条件下氩弧焊钨电极表面的烧蚀
有氧条件下氩弧焊钨电极表面的烧蚀
有氧条件下氩弧焊钨电极表面的烧蚀——研究了在有氧条件下钨极氩弧焊的钨电极表面的烧蚀。研究结果表明,有氧条件下钨电极的钨基体烧蚀大大增加,主要原因是在一定温度范围内发生了氧和钨的反应; 添加氧化钍的烧蚀主要是由于氧化钍的熔化和蒸发,采用纳米尺寸...