实验室单冲压片机技术参数文献

 钢筋实验室设备技术参数
钢筋实验室设备技术参数
钢筋实验室设备技术参数
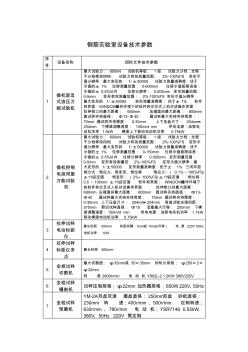
钢筋实验室设备技术参数 序 号 设备名称 招标文件技术参数 1 微机屏显 式液压万 能试验机 最大试验力: 600kN 试验机等级: 1 级 试验力分档:全程 不分档等效四档 试验力有效测量范围: 2%-100%FS 变形示 值分辨率:最大变形的 1/±50000 试验力测量准确度:优于 示值的± 1% 位移测量范围: 0-600mm 位移示值极限误差: 示值的± 0.5%以内 位移分辨率: 0.005mm 变形测量范围: 0-5mm 变形有效测量范围: 2%-100%FS 变形示值分辨率: 最大变形的 1/ ±50000 变形测量准确度: 优于± 1% 软件 和界面:WINDOWS操作环境下的软件和交互式人机对话操作界面 拉伸钳口间最大距离: 650mm 压缩面间最大距离: 800mm 圆试样夹持直径: Φ13-Φ 40
 价值工程在压片机冲钉冲模改造中的应用
价值工程在压片机冲钉冲模改造中的应用
价值工程在压片机冲钉冲模改造中的应用
我厂500吨铜系催化剂生产线的关键设备25型压片机冲钉冲模在使用初期故障频繁,消耗高,平均每32小时就要更换一套冲钉冲模,运转率仅为55%,不仅严重影响产品的产量和质量,而且提高了产品成本。改造冲钉冲模,延长其使用寿命,是迫切需要解决的问题。由于影响冲钉冲模可靠性的因素较多,难以入手,故应用价值工程来指导此项改造。一、功能分析首先列出冲钉冲模的全部功能,然后逐个明确功能之间的相互关系,画出功能系统图。