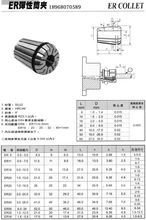
规格 d(H7) D D1 D2 L L1 L2 L3 弹性收缩量
ER弹簧夹头8 0.5-5.0 8 8.5 6.5 13.5 2.7 1.5 1.2 0.5
ER弹簧夹头11 1.0-7.0 11 11.5 9.5 18.0 3.8 2.5 2.0 0.5
ER弹簧夹头16 1.0-2.0 16 17 13.8 27.5 6.26 4.0 2.7 0.5
>2.0-10.0 1.0
ER弹簧夹头20 1.0-2.5 20 21 17.4 31.5 6.36 4.8 2.8 0.5
>2.5-13.0 1.0
ER弹簧夹头25 1.0-2.5 25 26 22.0 34.0 6.66 5.0 3.1 0.5 >2.5-16.0 1.0
ER弹簧夹头32 2.0-3.5 32 33 29.2 40.0 7.16 5.5 3.6 0.5
>3.5-20.0 1.0
ER弹簧夹头40 3.0-26.0 40 41 36.2 46.0 7.66 7.0 4.1 1.0
ER弹簧夹头50 6.0-10.0 50 52 46.0 60.0 12.6 8.5 5.5 1.0
>10.0-34.0 2.0
-