套孔法文献

 铝件螺孔钢丝螺套安装方法
铝件螺孔钢丝螺套安装方法
铝件螺孔钢丝螺套安装方法
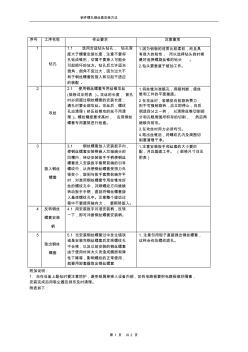
铝件螺孔钢丝套安装方法 第 1 页 共 2 页 附加说明: 1. 当在设备上配钻时要注意防护,避免铝屑掉掉入设备内部,如有电路板要把电路板做好隔离, 安装完成后用吸尘器及抹布及时清理。 附表如下: 序号 工序名称 作业要求 注意事项 1 钻孔 1.1 选用合适钻头钻孔, 钻孔深 度大于螺套安装长度,注意不要将 孔钻成锥形,切屑不要掉入可能会 引起损坏的地方。钻孔后允许适当 倒角,倒角不宜过大,因为过大不 利于钢丝螺套的旋入和引起不适应 的装配 。 1.因为铝板的材质比较柔软,而且具 有很大的粘性, 所以选择钻头的时候 最好选择螺旋丝锥的钻头 。 2.钻头要垂直于被加工件。 2 攻丝 2.1 使用钢丝螺套专用丝锥攻丝 (规格详见附表 )。攻丝的长度, 盲孔 时必须超过钢丝螺套的安装长度; 通孔时要全部攻丝。攻丝后,螺纹 孔应清理(挤压丝锥攻的丝不用清 理)。螺纹精度要求高时, 应用钢丝
