铜板带箔材耐热性能试验方法硬度法文摘文献

 铜板带是什么(铜板带的生产工艺流程)
铜板带是什么(铜板带的生产工艺流程)
铜板带是什么(铜板带的生产工艺流程)
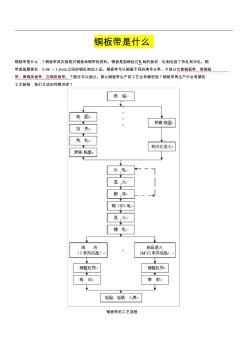
铜板带是什么 铜板带是什么 ?铜板带其实就是对铜板和铜带的统称。铜板是指铜经过轧制的板材,轧制包括了热轧和冷轧。铜 带是指厚度在 0.06~1.5mm之间的铜轧制加工品。铜板带可以根据不同的牌号分类,大致分为黄铜板带、紫铜板 带、青铜类板带、白铜类板带。下面还可以细分。那么铜板带生产的工艺会有哪些呢?铜板带再生产中会有哪些 工艺缺陷,我们又该如何解决呢? 铜板带的工艺流程 知道了铜板带是什么,我们接着来了解下 铜板带的生产工艺: 1、铸锭热轧生产工艺:熔炼→铸造(立式半连铸或立式连铸)→(锯切)→加热→热轧→铣面→冷轧→热处 理→精整→包装入库。 铸锭热轧法生产工艺是现阶段应用最广泛的的主流生产工艺。 2、水平连铸生产工艺:熔炼→水平连铸带坯→(退火)→铣面→冷轧→热处理→精整→包装入库 水平连铸生产工艺用于生产热轧困难的的合金品种(如锡磷青铜、铅黄铜)等。 其工序短,生产成本低,设备占地
 铜板带材
铜板带材
铜板带材
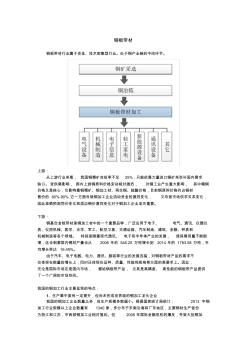
铜板带材 铜板带材行业属于资金、技术密集型行业。处于铜产业链的中间环节。 上游: 从上游行业来看, 我国铜精矿自给率不足 25%,只能依靠大量进口铜矿来弥补国内需求 缺口。受供需影响, 国内上游铜原料价格变动相对激烈, 对铜工业产生重大影响, 其中精铜 价格又是核心,它影响着铜精矿、铜加工材、再生铜、硫酸价格,目前铜原料价格约占铜材 售价的 80%-90%,它一方面导致铜加工企业流动资金的激烈变化, 又导致市场供求关系变化, 因此准确预测同价变化和适应铜价激烈变化对于铜加工企业至关重要。 下游: 铜基合金板带材是铜加工材中的一个重要品种,广泛应用于电子、 电气、通讯、仪器仪 表、仪控机械、医学、光学、军工、航空卫星、交通运输、汽车制造、建筑、金融、钟表和 机械制造等各个领域。 特别是随着现代通讯、 电子和半导体产业的发展, 使其需用量不断剧 增,这也刺激国内铜材产量也从 2006 年的 5