涂布斯商标流程文献

 精编商标申请流程及有关注意事项资料
精编商标申请流程及有关注意事项资料
精编商标申请流程及有关注意事项资料
商标注册申请流程及有关注意事项 一、申请主体: 商标注册申请人是: 1、自然人 2、法人 3、其他组织 4、与中国签订协议或与中国共同参加国际条约或按对等原则办理的国家的 外国人或者外国企业。 符合上述条件的,对其生产、制造、加工、拣选或经销的商品或者提供的服 务需要取得商标专用权的, 应当依法向国家工商行政管理总局商标局 (以下简称 商标局)提出商标注册申请。 狭义的商标注册申请仅指商品和服务商标注册申请、 商标国际注册申请、 证 明商标注册申请、集体商标注册申请、特殊标志登记申请。 广义的商标注册申请除包括狭义的商标注册申请的内容外, 还包括变更、续 展、转让注册申请,异议申请,商标使用许可合同备案申请,以及其他商标注册 事宜的办理。 二、商标申请注册前的准备 申请商标注册有关事宜 (一)、申请商标注册的途径 申请人可以委托国家工商行政管理总局认可的具有商标代理资格的组织代 理,也可以
 煤矿瓦斯超限处理流程
煤矿瓦斯超限处理流程
煤矿瓦斯超限处理流程
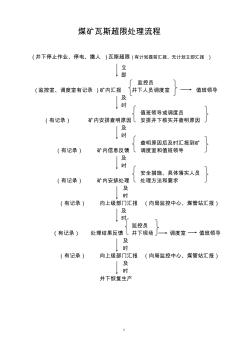
1 煤矿瓦斯超限处理流程 (井下停止作业、停电、撤人 )瓦斯超限 (有计划提前汇报、无计划立即汇报 } 立 即 监控员 (监控室、调度室有记录 )矿内汇报 井下人员调度室 值班领导 及 时 值班领导或调度员 (有记录) 矿内安排查明原因 安排井下核实并查明原因 及 时 查明原因后及时汇报到矿 (有记录) 矿内信息反馈 调度室和值班领导 及 时 安全措施、具体落实人员 (有记录) 矿内安排处理 处理方法和要求 及 时 (有记录) 向上级部门汇报 (向局监控中心、煤管站汇报) 及 时 监控员 (有记录) 处理结果反馈 井下现场 调度室 值班领导 及 时 (有记录) 向上级部门汇报 (向局监控中心、煤管站汇报) 及 时 井下恢复生产 2 一、 监控员 1、有计划停电停风造成瓦斯超限: 提前汇报监控中心计划停电情况并做 好记录,待瓦斯超限时再汇报监控中心瓦斯超限情况并做好记录。 2、其它原因