卧式
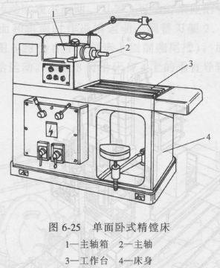
卧式镗床是镗床中应用最广泛的一种。它主要是孔加工,镗孔精度可达IT7,表面粗糙度Ra值为1.6-0.8um.卧式镗床的主参数为主轴直径。 镗轴水平布置并做轴向进给,主轴箱沿前立柱导轨垂直移动,工作台做纵向或横向移动,进行镗削加工。这种机床应用广泛且比较经济,它主要用于箱体(或支架)类零件的孔加工及其与孔有关的其他加工面加工。
外观造型美观大方总体布局匀称协调。床身、立柱、下滑座均采用矩形导轨,稳定性好。导轨采用制冷淬硬,耐磨度高。数字同步显示,直观准确,可提高工效降低成本
坐标
坐标镗床是高精度机床的一种。它的结构特点是有坐标位置的精密测量装置。坐标镗床可分为单柱式坐标镗床、双柱式坐标镗床和卧式坐标镗床。
具 有精密坐标定位装置的镗床,它主要用于镗削尺寸、形状、特别是位置精度要求较高的孔系,也可用于精密坐标测量、样板划线、刻度等工作。
单柱式坐标镗床:主轴带动刀具作旋转主运动,主轴套筒沿轴向作进给运动。特点:结构简单,操作方便,特别适宜加工板状零件的精密孔,但它的刚性较差,所以这种结构只适用于中小型坐标镗床。
双柱式坐标镗床:主轴上安装刀具作主运动,工件安装在工作台上随工作台沿床身导轨作纵向直线移动。它的刚性较好,大型坐标镗床都采用这种结构。双柱式坐标镗床的主参数为工作台面宽度。
卧式坐标镗床:工作台能在水平面内做旋转运动,进给运动可以由工作台纵向移动或主轴轴向移动来实现。它的加工精度较高。
金刚
特点是以很小的进给量和很高的切削速度进行加工,因而加工 的工件具有较高的尺寸精度(IT6),表面粗糙度可达到0.2微米。
用金刚石或硬质合金等刀具,进行精密镗孔的镗床。
深孔钻镗
深孔钻镗床本身刚性强,精度保持好,主轴转速范围广,进给系统由交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示、安全可靠。可选择下列几种工作形式:1.工件旋转、刀具旋转和往复进给运动,适用于钻孔和小直径镗孔;2.工件旋转、刀具不旋转只作往复运动,适用于镗大直径孔和套料加工;3.工件不旋转、刀具旋转和往复进给运动,适用于复杂工件的钻孔和小直径的钻孔和小直径镗孔。
落地
工件安置在落地工作台上,立柱沿床身纵向或横向运动。用于加工大型工件。
此外还有能进行铣削的铣镗床,或进行钻削的深孔钻镗床。
-