碳钢钢管简介文献

 碳钢钢管公称直径与壁厚
碳钢钢管公称直径与壁厚
碳钢钢管公称直径与壁厚
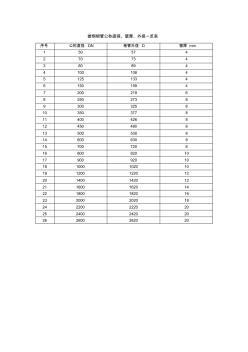
碳钢钢管公称直径、壁厚、外径一览表 序号 公称直径 DN 卷管外径 D 壁厚 mm 1 50 57 4 2 70 73 4 3 80 89 4 4 100 108 4 5 125 133 4 6 150 159 4 7 200 219 6 8 250 273 8 9 300 325 8 10 350 377 8 11 400 426 8 12 450 480 8 13 500 530 8 14 600 630 8 15 700 720 8 16 800 820 10 17 900 920 10 18 1000 1020 10 19 1200 1220 12 20 1400 1420 12 21 1600 1620 14 22 1800 1820 16 23 2000 2020 18 24 2200 2220 20 25 2400 2420
 用于焊接低碳钢钢管的氩弧焊丝研制
用于焊接低碳钢钢管的氩弧焊丝研制
用于焊接低碳钢钢管的氩弧焊丝研制
低碳钢钢管焊接 ,常用 CO2 气保焊丝 H0 8Mn2 Si A代替 ,此焊丝含 Mn量太高 ,碳当量超标 (>0 .43% ) ,焊缝机械强度高 ,硬度大 ,裂纹敏感系数大 ,根据要求常采用日本的 TGS— 50焊丝焊接。新研制出的 TIG— LD低碳钢专用氩弧焊丝 ,从焊丝的化学成分、生产工艺、焊缝机械性能、可焊性等方面与日本的 TGS— 50焊丝进行了分析比较 ,认为该焊丝具有优良的焊接性能 ,化学成分设计合理 ,熔敷金属的机械性能和耐蚀性能均达到国外同类产品水平
