钛及钛合金的焊接
三、钛板手工钨板氩弧焊焊接试验
钛及钛合金焊接生产中应用最多是钨板氩弧焊,真空充氩焊接方法应用也很普遍。氩弧焊的电弧在氩气流的保护与冷却作用下,电弧热量较为集中,电流密度高,热影响区小,焊接质量较高。
1.钛及钛合金焊接时,当温度高于500℃~700℃时,很容易吸收空气中的气、氢和氮,严重影响焊接质量。因此,钛及钛合金焊接时,对熔池全面及高温部信(400℃~650℃以上)的焊缝区必须严加保护,为此,钛及钛合金焊接时必须采取特殊的保护措施,即采用喷尺寸较大的焊矩,以扩大气体保护区面积,当喷嘴不足以保护焊缝及近缝区高温金属时,需附充氩保护拖罩。
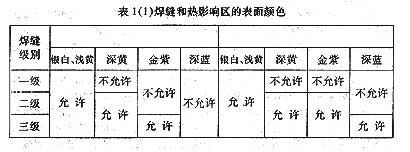
焊缝和近缝区颜色是保护效果的标翅。银白色表示保护效果最好,黄色为轻微氧化,一般是允许的。表面颜色应符合表(1)规定
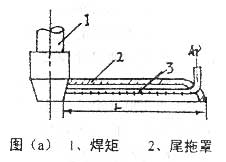
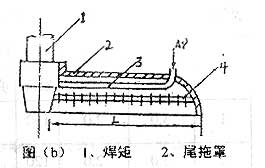
考虑到工程使用的实用性、高效性,我们先制备了一个简易拖罩。如图(a),氩气从进气口进入分布管,穿过分布管孔直接进入保护区。采用这种拖罩,焊接保护效果不是很好,焊道呈深蓝色。据分析是气流从分布管直接进入保护区。气流不是很均匀、平稳,使高温焊道保护不好被氧化。因此我们进一步改进了拖罩的结构,如图(b),氩气从进气孔进入分布管后经拖罩顶部下返;穿过多孔板,多孔板主要起气筛和分布的作用,使氩气流动更平稳,焊接保护效果较好,焊道呈银色或江黄色。拖罩长充L为40~100mm材质为黄铜。
钛及钛合金氩弧焊时,还应注意焊道的北面保护,考虑到焊接变形,我们采用开槽固定铜垫板的方法进行充氩保护,为了使焊道背面行到充分保护,又在糟中加一多孔铜管,使氩气经铜管孔均匀的进入保护区,保护效果良好,焊道背面呈银白色。
2.TA2板(δ=8)手工钨板氩弧焊焊接工艺及参数的选择
(1)焊前准备
焊件和焊丝表面质量对焊接接头的力学性能有很大影响因此必须严格清理。铁板及钛焊丝可采用机械清理及化学清理两种方法。
1)机械清理对焊按质量要求不高或酸洗有困难的焊件,可用细砂纸或不锈钢丝刷擦拭,但最好是用硬质合金黄色刮削钛板,去除氧化膜。
2)化学清理 焊前可先对试件及焊丝进行酸洗,酸洗液可用HF5%+HNO335%的水熔液。酸洗后用净水冲洗,烘干后立即施焊。或者用丙酮、乙醇、四氯化碳、甲醇等擦拭钛板坡口及其两侧(各50mm内)、焊丝表面、工夹具与钛板接触的部分。
(2)焊接设备的选择
钛及钛合金金钨板氩弧焊应选用具有下降外特性、高频引弧的直流氩弧焊电源,且延迟递气时间不少于15秒,避免焊遭受到氧化、污染。
(3)焊接材料的选择
氩气纯度应不低于99.99%,露点在-40℃以下,杂质总的质量分数<0.001%。当氩气瓶中的压力降至0.981MPa时,应停止使用,以防止影响焊接接头质量。原则上应选择与基本金属成分相同的钛丝,有时为了握高焊缝金属塑性,也可选用强度比基本金属稍低的焊丝。
(4)坡口形式的选择
原则尽量减少焊接层数和焊接金属。随着焊接层数的增多,焊缝累计吸气置增加,以至影响焊接接头性能,又由于钛及钛合金焊接时焊接熔池尺寸较大,因此试件开单V型70~80°坡口。
(5)试件组对及定位焊
为了减少焊接变形,焊前进行定位焊,一般定位焊间距为100~150mm,长度为10~15 mm。定位焊所用的焊丝、焊接工艺参数及气体保护条件应与焊接接头焊接时相同。间隙0~2mm,钝边0~1.0mm。
(6)焊接参数选择
如表(2)所示,我们通过对不同工艺下的焊接接头性能的对比,摸索出较合适的焊接工艺规范。
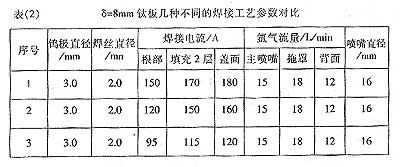
工艺(1),焊接电流为150A、170A、180A,按此参数施焊,焊接接头表面、呈现出深蓝、金素色,说明接头氧化较严重,不符合技术要求,此工艺不可取。
工艺(2),焊接电流相对降低为120A、150A、160A,按此参数施焊,焊缝表面呈现出金紫、深黄色,X射线探伤无缺陷,但机械性能弯曲试验不合格,说明焊接接头塑性显著降低,达不到技术要求,此工艺同样不可取。
工艺(3),焊接电流为95A、115A、120A,按此参数施焊,焊缝表面呈银白、浅黄色,X射线探伤无缺陷,但机械性能弯曲试验合格、拉伸强度也符合要求,焊接接头性能达到技术要求,此工艺比较合适。
钛及钛合金焊接时,都有晶料粗大倾向,直接影响到焊接接头的力学性能。因此焊接工艺参数的选择不仅要考虑到焊缝金属氧化及形成气孔,还应考虑晶粒粗化因素,所以应尽量采用较小的焊接热输入,工艺(1)、(2),由于焊接规范较大因素,造成接头氧化比工艺(3)严重。且微观金相实验结果表明,接头晶粒粗化程度也比工艺(3)严重。所以焊接接头力学性能较差。
气体流量的选择以达到良好的保护效果为准,过大的流量不易形成稳定的层流,并增大焊缝的冷却速度,使焊缝表面层出现较多的α相,以至引起微裂纹。拖罩中的氩气流量不足时,焊缝呈现出不同的氧化色泽;而流量过大时,将对主喷嘴的气流产生干扰作用。焊缝背面的氩气流量也不能太大,否则会影响到正面第一层焊缝的气体保护效果。
(7)钛及钛合金手工钨极氩弧焊操作要领
1)手工氩弧焊时,焊丝与焊件间应尽量保持最小的夹角(10~15°)。焊丝沿着熔池前端平稳、均匀的送入熔池,不得将焊丝端部移出氩气保护区。
2)焊接时,焊枪基本不作横向摆动,当需要摆动时,频率要低,摆动幅度也不宜太大,以防止影响氩气的保护。
3)断弧及焊缝收尾时,要继续通氩气保护,直到焊缝及热影响区金属冷却到350℃以下时方可移开焊枪。
(8)质量检验
1)外观检查符合GB/T13149-2009。
2)射线深伤符合NB/T 47013-2015。
3)力学性能试验符合GB/T13149-2009。
四、结 论
1、钛及钛合金焊接的气体保护问题是影响焊接接头质量的首要因素。
2、钛及钛合金焊接时应尽量采用小的热输入。
3、TA2手工钨极氩弧焊时,应严格控制氢的来源,防止冷裂纹的产生,同时应注意防止气孔的产生。
4、只要严格按照焊接工艺要求施焊,并采取有效的气体保护措施,即可获得高质量的焊接接头。

来源:泰捷网络设计院,如需转载,请加小编微信:15753251805,并注明“媒体合作”。未经允许私自转载或未按照要求格式转载,泰捷网络设计院将保留其法律责任的权利。


 焊接电流对钛型药芯焊丝熔滴过渡特性的影响
焊接电流对钛型药芯焊丝熔滴过渡特性的影响